1
Изобретение относится к машиностроению и может быть использовано при обработке тонкостенных цилиндрических деталей, например гильз двигателей.
Известны способы закрепления подобных деталей, предусматривающие равномерное обжатие (разжатие) по установочной поверхности. Недостатками известных способов является сложность его реализации, особенно при закреплении деталей большего диаметра и невозможность применения простых стандартизированных средств зажима.
С целью уменьшения деформации детали по предлагаемому способу деталь предварительно обжимают (разжимают) по всему контуру в плоскости зажима, после чего закрепляют деталь, прикладывая усилия зажима с противоположной стороны.
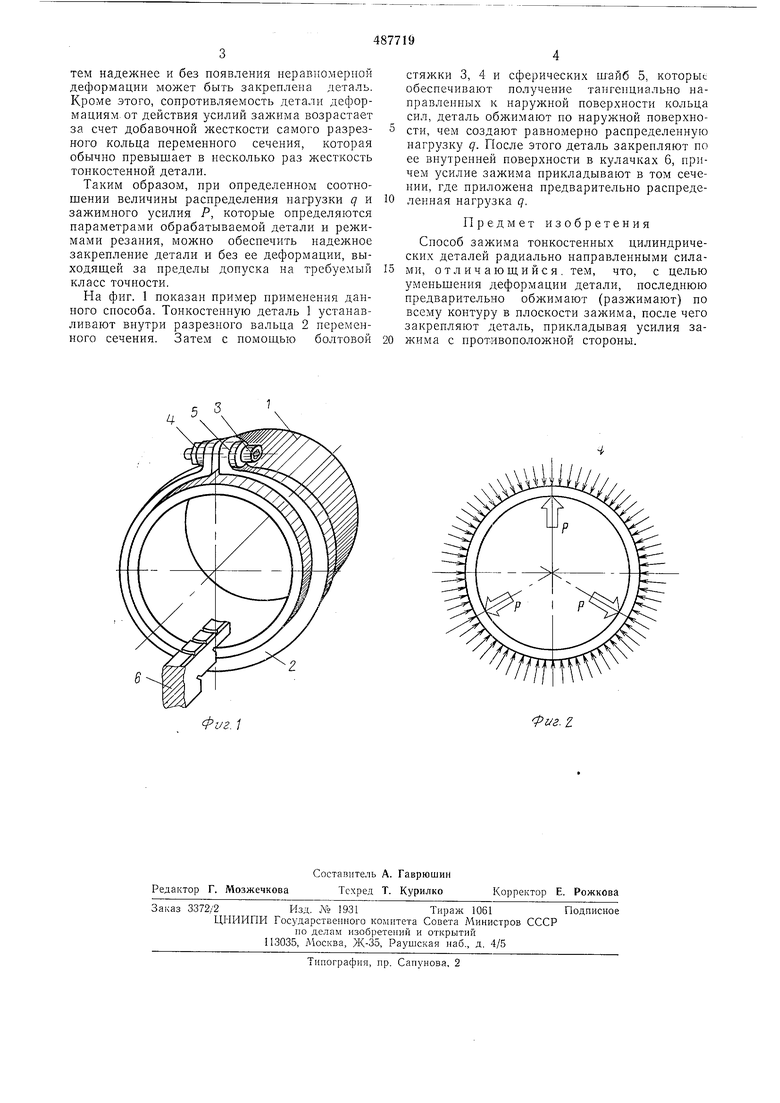
На фиг. 1 показан пример практического применения даииого способа; на фиг. 2 - приведена схема сил, действуюш,их в месте зажима детали.
Перед закреплением, например, в кулачковом патроне в сечении детали, где прикладывают усилия зажима, с иомош,ью разрывного кольца переменного сечения создают разномерно распределенные но окружности детали усилия q (см. фиг. 2). Разрезное кольцо обжимает деталь в радиальном направлении равномерно в пределах допуска на требуемый
класс точности и вызывает, тем самым, появление кольцевых напряжений. Предварительно создается только равномерно распределенная по окружности летали нагрузка q, так как
лишь в этом случае наблюдается мшшмальное отклонение формы цилиндрической детали от правильной геометрической формы.
Если иредварительно прикладывать усилия, сконцентрированные в нескольких местах но
окружности детали в плоскости зажима, то наблюдается неравномерная деформация детали, проявляющаяся в виде огранки, элипсности и т. п. Это приводит к тому, что после обработки детали в силу перераспределения
внутри ее нанряжений иолучают ту же огранку, элипсность и другие погрениюсти формы li размеров.
После приложения усилия зажима в местах контакта кулачков зажшиюго приспособления
с базовой иоверхпостью детали не наблюдается их радиальная деформация (выпучивание или прогиб) до тех пор, пока местные напряжения, возникающие па площади контакта, не превзойдут по своей величние кольцевые напряжения, /гействующие па эту же площадь, но с обрат1 ой стороны.
Чем больще величина кольцевых напряжепий, тем больню должна быть велпчина усилий зажима Р, вызываюпаая появление местных напряжений уравновешивающих первые.
тем надежнее и без появления неравномерной деформации может быть закреплена деталь. Кроме этого, сопротивляемость детали деформациям от действия усилий зажима возрастает за счет добавочной жесткости самого разрезнего кольца переменного сечения, которая обычно превышает в несколько раз жесткость тонкостенной детали.
Таким образом, при определенном соотношении величины распределения нагрузки и зажимного усилия Р, которые определяются параметрами обрабатываемой детали и режимами резания, можно обеспечить надежное закрепление детали и без ее деформации, выходящей за пределы допуска на требуемый класс точности.
На фиг. 1 показан пример применения данного снособа. Тонкостенную деталь 1 устанавливают внутри разрезного вальца 2 переменного сечения. Затем с помощью болтовой
стяжки 3, 4 и сферических щайб 5, которые обеспечивают получение тангенциально направленных к наружной поверхности кольца сил, деталь обжимают по наружной поверхности, чем создают равномерно распределенную нагрузку q. После этого деталь закрепляют по ее внутренней поверхности в кулачках 6, причем усилие зажима прикладывают в том сечении, где приложена нредварительно распределенная нагрузка q.
Предмет изобретения
Способ зажима тонкостенных цилиндрических деталей радиально направленными силами, отличающийся, тем, что, с целью уменьшения деформации детали, носледнюю предварительно обжимают (разжимают) по всему контуру в плоскости зажима, после чего закрепляют деталь, прикладывая усилия зажима с противоположной стороны.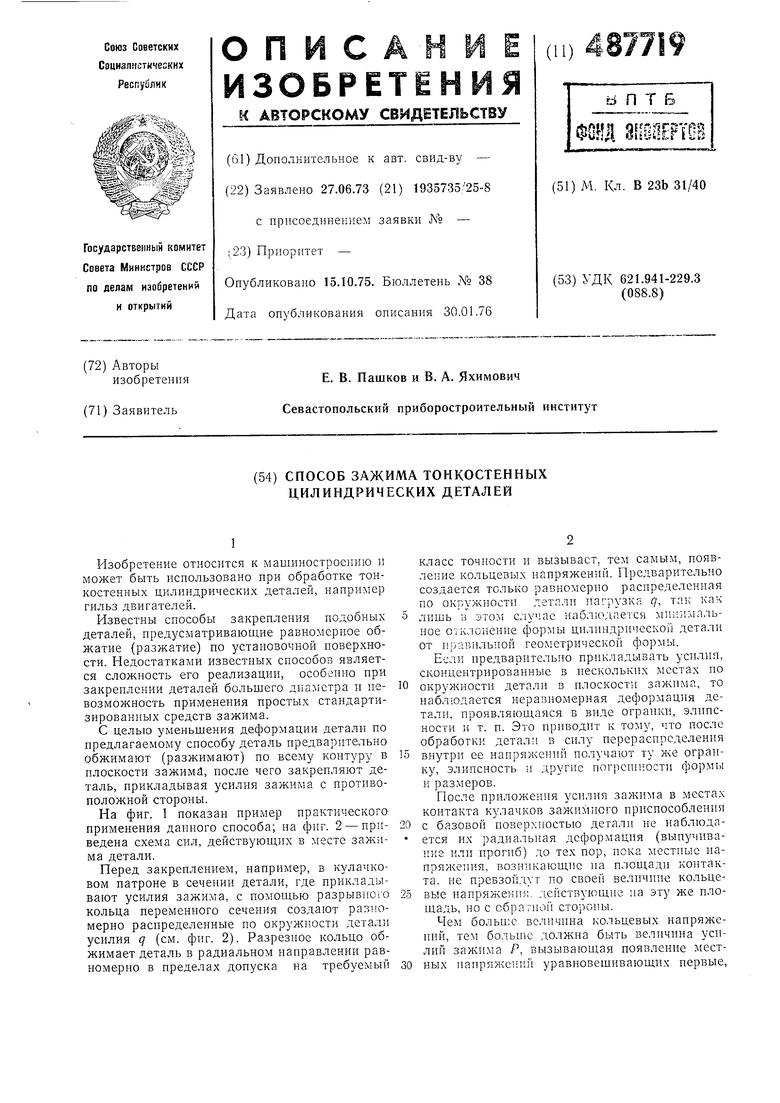
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЖИМА ТОНКОСТЕННОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ | 2020 |
|
RU2745597C1 |
| Устройство для зажима тонкостенных деталей | 1980 |
|
SU986624A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ И ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2751400C1 |
| Способ обработки нежестких де-ТАлЕй ТипА ВАлОВ | 1979 |
|
SU852447A1 |
| Устройство для зажима | 1985 |
|
SU1328083A1 |
| Приспособление для закрепления цилиндрических деталей | 1980 |
|
SU891245A1 |
| Способ обработки тонкостенных цилиндрических деталей | 1983 |
|
SU1152711A1 |
| Устройство для программного управления обработкой тонкостенных цилиндрических деталей | 1981 |
|
SU952443A1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Способ формовки полых трубчатых заготовок | 1990 |
|
SU1761344A1 |
Ц/
