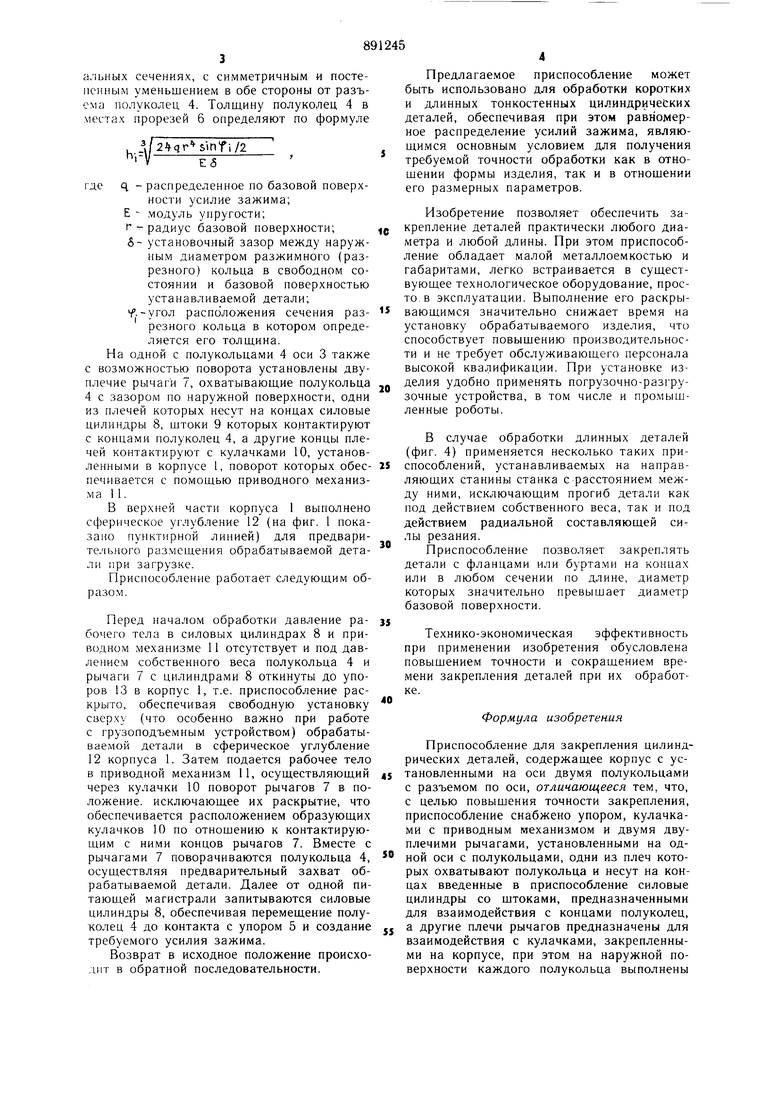
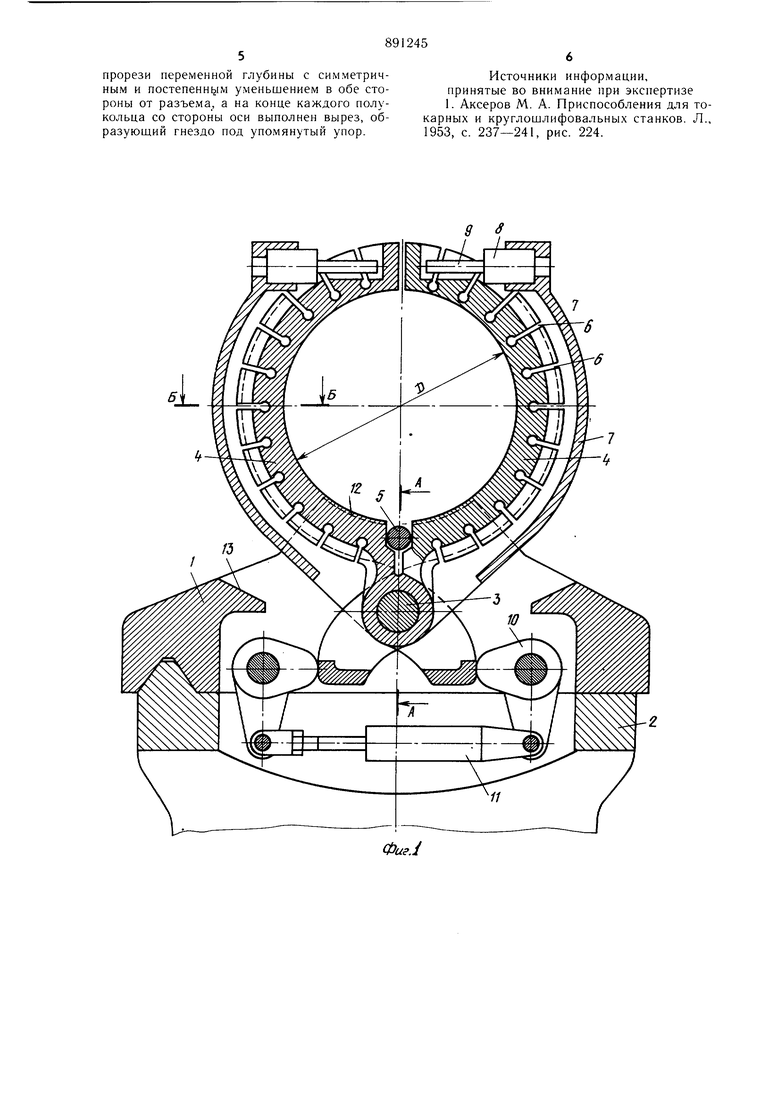
(54) ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ Изобретение относится к металлообработке и может быть использовано при закреплении цилиндрических деталей на расточных станках. Известно приспособление для закрепления цилиндрических деталей, содержащее корпус с установленными на оси двумя полукольцами с разъемом, расположенным по оси 1 . Однако при таком исполнении низка точ ность закрепления. Цель изобретения - повышение точноети закрепления. Поставленная цель достигается тем, что приспособление снабжено упором, кулачками с приводным механизмом и двумя двуплечими рычагами, установленными на одной оси с полукольцами, один из плеч которых охватывают полукольца и несут на концах введенные в приспособление силовые цилиндры со штоками, предназначенными для взаимодействия с концами полуколец, а другие плечи рычагов предназначены для взаимодействия с кулачками, закрепленными на корпусе, при этом на наружной поверхности каждого полукольца выполнены прорези переменной глубины с симметричным и постепенным уменьшением в обе стороны от разъема, а на конце каждого полукольца со стороны оси выполнен вырез, образующий гнездо под упомянутый упор. На фиг. 1 представлено приспособление, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - расположение комплекта из нескольких приспособлений. Приспособление состоит из корпуса 1, установленного на направляющих 2 станины станка. В корпусе 1 на оси 3 консольно и с возможностью поворота установлены полукольца 4, с внутренней цилиндрической поверхностью диа.метром D под обрабатываемое изделие. Кинематическое замыкание полуколец 4 обеспечивается с помощью установленного в корпусе 1 неподвижного упора 5, помещенного в вырезах, выполненных в нижней части полуколец 4 со стороны оси 3, образующих гнездо под упор 5. С целью обеспечения равномерного распределения зажимного усилия по периметру базовой поверхности закрепляемой детали в полукольцах 4 с наружной стороны выполнены прорези 6 переменной глубины, обеспечивающие переменную толщину полуколец 4 h-, в радиальных сечениях, с симметричным и постепенным уменьшением в обе стороны от разъема полуколец 4. Толщину полуколец 4 в местах прорезей 6 определяют по формуле 24qr Sinfi/2 q - распределенное по базовой поверхности усилие зажима; Е - модуль упругости; f - радиус базовой поверхности; 6- установочный зазор между наружным диаметром разжимного (разрезного) кольца в свободном состоянии и базовой поверхностью устанавливаемой детали; /.-угол расположения сечения разрезного кольца в котором определяется его толщина. На одной с полукольцами 4 оси 3 также с возможностью поворота установлены двуплечие рычаги 7, охватывающие полукольца 4 с зазором по наружной поверхности, одни из плечей которых несут на концах силовые цилиндры 8, штоки 9 которых контактируют с концами полуколец 4, а другие концы плечей контактируют с кулачками 10, установленными в корпусе 1, поворот которых обеспечивается с помощью приводного механизма 11.
В верхней части корпуса 1 выполнено сферическое углубление 12 (на фиг. 1 показано пунктирной линией) для предварительного размещения обрабатываемой детали при загрузке.
Приспособление работает следующим образом.
Перед началом обработки давление рабочего тела в силовых цилиндрах 8 и приводном механизме И отсутствует и под давлением собственного веса полукольца 4 и рычаги 7 с цилиндрами 8 откинуты до упоров 3 в корпус 1, т.е. приспособление раскрыто, обеспечивая свободную установку сверху (что особенно важно при работе с грузоподъемным устройством) обрабатываемой детали в сферическое углубление 12 корпуса 1. Затем подается рабочее тело в приводной механизм 11, осуществляющий через кулачки 10 поворот рычагов 7 в положение, исключающее их раскрытие, что обеспечивается расположением образующих кулачков 10 по отношению к контактирующим с ними концов рычагов 7. Вместе с рычагами 7 поворачиваются полукольца 4, осуществляя предварительный захват обрабатываемой детали. Далее от одной питающей магистрали запитываются силовые цилиндры 8, обеспечивая перемещение полуколец 4 до контакта с упором 5 и создание требуемого усилия зажима.
Возврат в исходное положение происходит в обратной последовательности.
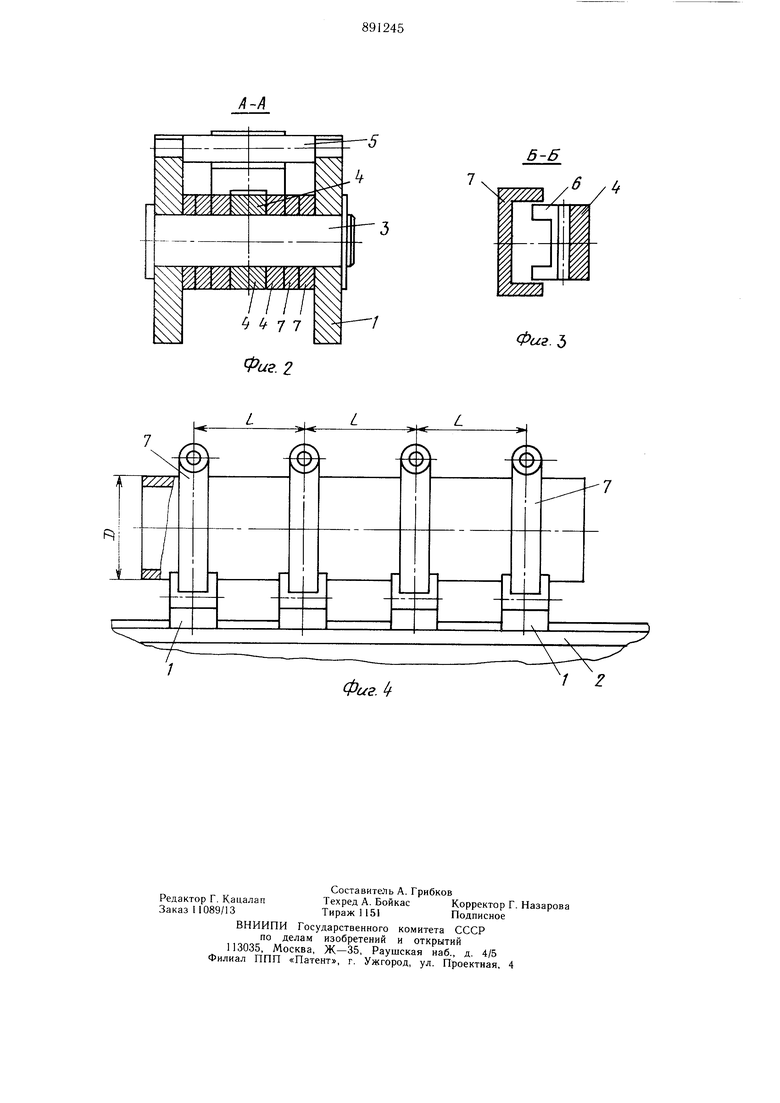
ляющих станины станка с расстоянием между ними, исключающим прогиб детали как под действием собственного веса, так и под действием радиальной составляющей силы резания.
Приспособление позволяет закреплять детали с фланцами или буртами на концах или в любом сечении по длине, диаметр которых значительно превышает диаметр базовой поверхности.
Технико-экономическая эффективность при применении изобретения обусловлена повышением точности и сокращением времени закрепления деталей при их обработке.
Формула изобретения
Приспособление для закрепления цилиндрических деталей, содержащее корпус с установленными на оси двумя полукольцами с разъемом по оси, отличающееся тем, что, с целью повышения точности закрепления, приспособление снабжено упором, кулачками с приводным механизмом и двумя двуплечими рычагами, установленными на одной оси с полукольцами, одни из плеч которых охватывают полукольца и несут на концах введенные в приспособление силовые цилиндры со штоками, предназначенными для взаимодействия с концами полуколец, а другие плечи рычагов предназначены для взаимодействия с кулачками, закрепленными на корпусе, при этом на наружной поверхности каждого полукольца выполнены Предлагаемое приспособление может быть использовано для обработки коротких и длинных тонкостенных цилиндрических деталей, обеспечивая при этом равномерное распределение усилий зажима, являющимся основным условием для получения требуемой точности обработки как в отношении формы изделия, так и в отнощении его размерных параметров. Изобретение позволяет обеспечить закрепление деталей практически любого диаметра и любой длины. При этом приспособление обладает малой металлоемкостью и габаритами, легко встраивается в существующее технологическое оборудование, просто, в эксплуатации. Выполнение его раскрывающимся значительно снижает время на установку обрабатываемого изделия, что способствует повышению производительности и не требует обслуживающего персонала высокой квалификации. При установке изделия удобно применять погрузочно-разгрузочные устройства, в том числе и промышленные роботы. В случае обработки длинных деталей (фиг. 4) применяется несколько таких приспособлений, устанавливаемых на направпрорези переменной глубины с симметричным и постепенным уменьшением в обе стороны от разъема, а на конце каждого полукольца со стороны оси выполнен вырез, образующий гнездо под упомянутый упор.
Источники информации, принятые во внимание при экспертизе 1. Аксеров М. А. Приспособления лля токарных и круглошлифовальных станков. Л., 1953, с. 237-241, рис. 224.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2090343C1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Зажимное устройство | 1987 |
|
SU1444089A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Станок для охватывающего протягивания | 1987 |
|
SU1567334A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Устройство для ленточного шлифования | 1976 |
|
SU598737A1 |
| Автоматическая линия | 1980 |
|
SU889387A1 |
| Устройство для базирования деталей | 1986 |
|
SU1366357A1 |
| Устройство для закрепления | 1984 |
|
SU1301581A1 |
иг.2
6-5
(
С
Фиг.Ъ
1 2
Фиг.
