1
Изобретение относится к области конвейерного производства изделий, в частности к строительной индустрии изготовления железобетонных .изделий конвейерным способом.
Известна технологическая линия для изготовления железобетонных изделий, включающая перемещаемые ло рельсовым путям с помощью приводных устройств формы-вагонетки, пост формования, пост термообработки и самоходные передаточные платформы.
Цель изобретения - снижение металлоемкости линии, повышение ее надежности в работе и уменьшение стоимости изготовления. Достигается цель тем, что в предлагаемой линии расположенные на посту формования и передаточных платформах рельсовые пути выполнены с фигурными пазами для расстыковки вагонеток. Фигурные пазы выполнены в виде наклонных скосов в сторону технологического потока под углом, обеспечивающим самоскатывание вагонеток до фиксируемого положения, а приводные устройства перемещения вагонеток смонтированы на передаточных платформах.
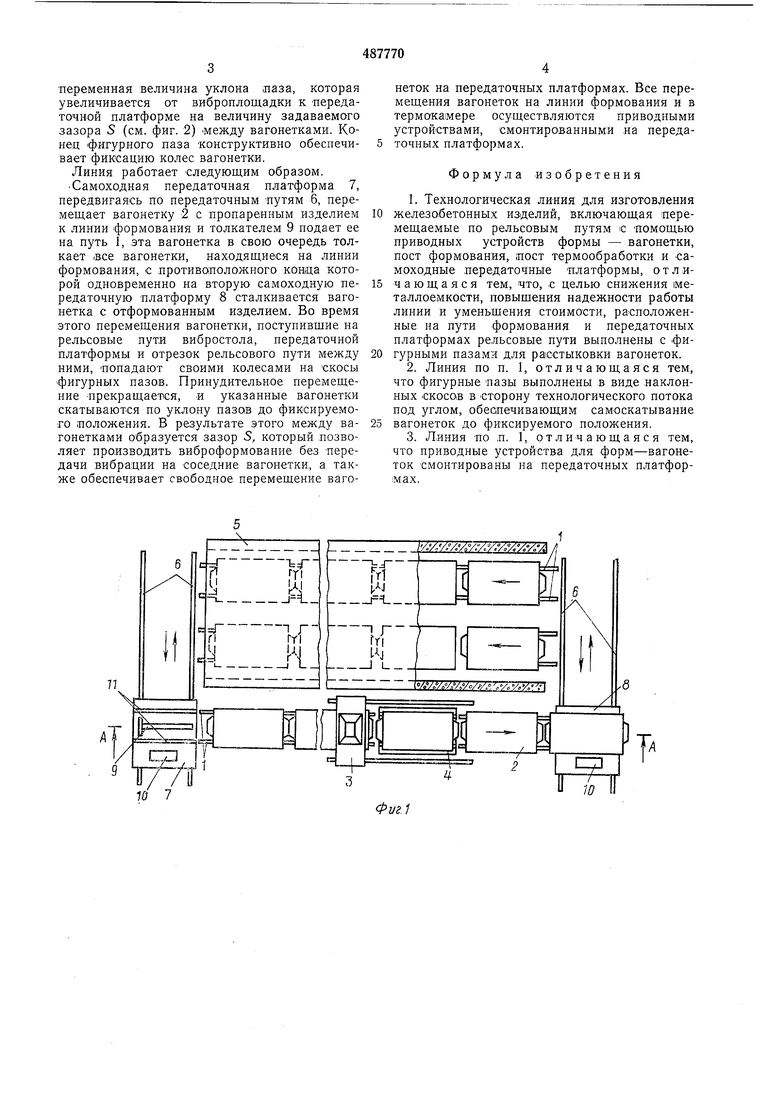
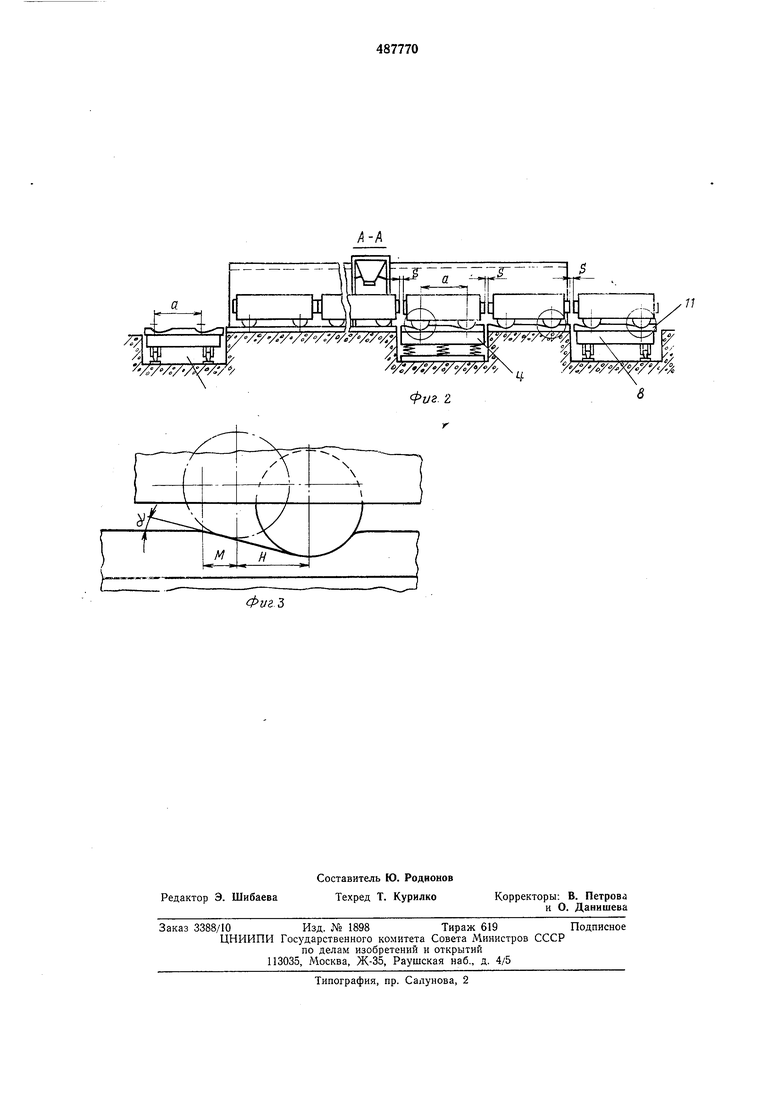
На фиг. 1 представлена технологическая линия, вид сверху; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - фигурный паз на рельсовом пути.
Технологическая линия выполнена в виде нескольких параллельных рельсовых путей 1,
на которых установлены вагонетки 2. Один из путей является линией формования, «а которой находится пост формования, включающий бетоноукладчик 3 и виброплощадку 4. Остальные пути расположены в термокамере 5. Перпендикулярно путям 1 с их торцов находятся передаточные пути 6, по которым могут перемещаться самоходные передаточные платформы 7 и 8, имеющие цепные толкатели 9,
приводы 10 и рельсовые пути 11. На путях виброплощадки 4 и путях 11 передаточных платформ 7, 8 имеются фигурные пазы (см. фиг. 2 и 3). При наличии других постов после поста формования аналогичные пазы выполняются и на рельсовых путях этих постов. Расстояния между пазами (размер а, см. фиг. 2) на выщеуказанных путях равны расстоянию между осями колес вагонеток. Группа фигурных пазов внутри каждого поста по
своим размерам одинакова.
Фигурные пазы выполняются в рельсе в виде BbieMiffl, имеющей наклонный скос в сторону технологического потока. Угол уклона а (см. фиг. 3) выбирается из условия самопро.извольного скатывания вагонетки.
Минимальная длина уклона фигурного паза равна сумме размеров М н Н, где М - расстояние гарантийного попадания колеса вагонетки на уклон паза, абсолютное значение которого для всех лазов одинаково, а Н-
переменная величина уклона паза, которая увеличивается от виброплощадки к передаточной платформе на величину задаваемого зазора S (см. фиг. 2) между вагонетками. Конец фигурного паза конструктивно обеспечивает фиксацию колес вагонетки.
Линия работает следующим образом.
Самоходная передаточная платформа 7, передвигаясь по передаточным путям 6, перемещает вагонетку 2 с пропаренным изделием к линии формования и толкателем 9 подает ее на путь 1, эта вагонетка в свою очередь толкает .все вагонетки, находящиеся на линии формования, с противаположного конца которой одновременно на вторую самоходную передаточную платформу 8 сталкивается вагонетка с отформованным изделием. Во время этого перемещения вагонетки, поступивщие на рельсовые пути вибростола, передаточной платформы и отрезок рельсового пути между ними, попадают своими колесами на скосы фигурных пазо.в. Принудительное перемещение прекращает1ся, и указанные вагонетки скатываются по уклону пазов до фиксируемого положения. В результате этого между вагонетками образуется зазор S, который позволяет производить виброформование без передачи вибрации на соседние вагонетки, а также обеспечивает свободное перемещение вагонеток на передаточных платформах. Все перемещения вагонеток на линии формования и в термока1мере осуществляются приводными устройствами, смонтированными на передаточных платформах.
Формула изобретения
1.Технологическая линия для изготовления железобетонных изделий, включающая перемещаемые по рельсовым путям с помощью приводных устройств формы - вагонетки, пост формования, пост термообработки и самоходные передаточные платформы, отличающаяся тем, что, с целью снижения 1металлоемкости, повышения надежности работы линии и уменьщения стоимости, расположенные на пути формования и передаточных платформах рельсовые пути выполнены с фигурными пазами для расстыковки вагонеток.
2.Линия по ц. I, отличающаяся тем, что фигурные пазы выполнены в виде наклонных iCKocoiB в сторону технологического потока под углом, обеспечивающим самоскатывание вагонеток до фиксируемого положения.
3.Линия по п. 1, отличающаяся тем, что приводные устройства для форм-вагонеток смонтированы на передаточных платформах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления железобетонных изделий | 1980 |
|
SU931472A2 |
| Технологическая линия для изготовления комплексных плит покрытий | 1985 |
|
SU1321588A1 |
| Технологическая линия для изготовления железобетонных изделий | 1975 |
|
SU560752A1 |
| Технологическая линия для изготовления комплексных плит покрытий | 1988 |
|
SU1572821A2 |
| Конвейерная линия для транспортировки и обработки железобетонных изделий | 1977 |
|
SU897653A1 |
| Поточно-конвейерная линия для изготовления железобетонных изделий | 1972 |
|
SU444660A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Технологическая линия для изготовления железобетонных изделий | 1983 |
|
SU1164048A1 |
| Технологическая линия для изготовления железобетонных изделий | 1987 |
|
SU1454702A1 |
| Вертикально-замкнутая линия для изготовления бетонных и подобных изделий в формах-вагонетках | 1974 |
|
SU574334A1 |
ТА . г; ч т,, /,У/./А/УА Фиг. 2
