(54) ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления железобетонных изделий | 1972 |
|
SU487770A1 |
| Линия для производства строительных изделий | 1985 |
|
SU1306718A1 |
| Технологическая линия для изготовления объемных элементов | 1978 |
|
SU772856A1 |
| Технологическая линия для изготовления комплексных плит покрытий | 1985 |
|
SU1321588A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| Технологическая линия для изготовления комплексных плит покрытий | 1988 |
|
SU1572821A2 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU685497A1 |
| Конвейерная линия для изготовления строительных изделий | 1979 |
|
SU876434A2 |
| Конвейерная линия для изготовления строительных изделий | 1978 |
|
SU768640A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
1
Изобретение относится к технологическому оборудованию, используемому на заводах строительной индукстрии и предназначено для изготовления конвейерным способом строительных изделий.
По основному авт. св. № 487770 известна технологическая линия для изготовления железобетонных изделий, включающая перемещаемые по рельсовым путям с помощью приводных устройств формы-вагонетки, пост формования, пост термообработки и самоходные передаточные платформы. С целью снижения металлоемкости, повыщения надежности работы линии и уменьшения стоимости расположенные на пути формования и передаточных платформах рельсовые пути выполнены сфигурными пазами для расстыковки вагонеток, при этом фигурные пазы выполнены в виде наклонных скосов в сторону технологического потока под углом, обеспечивающим самоскатывание вагонеток до фиксируемого положения, а приводные устройства форм-вагонеток смонтированы на передаточных платформах 1.
Однако такое выполнение пазов в рельсовых путях не создает условий нормальной работы ходовой части вагонеток и самих
рельсовых путей на формирующем посту, так как вибрационные нагрузки быстро выводят их из строя, а следовательно и всю линию.
Цель изобретения - повыщение надежности линии за счет увеличения срока службы ходовой части вагонеток и рельсовых путей.
Указанная цель достигается тем, что каждый фигурный паз на рельсовом пути поста формования выполнен с одинаковыми углами скосов относительно его центра, при этом высота нижней опорной поверхности вагонетки до опорных точек ходовых колес меньще высоты между верхней опорной поверхностью оборудования форсующего поста и центрами впадин фигурных пазов рельсовых путей.
Кроме того, вибростол снабжен элементами качения, а форма-вагонетка имеет пазы для указанных элементов качения.
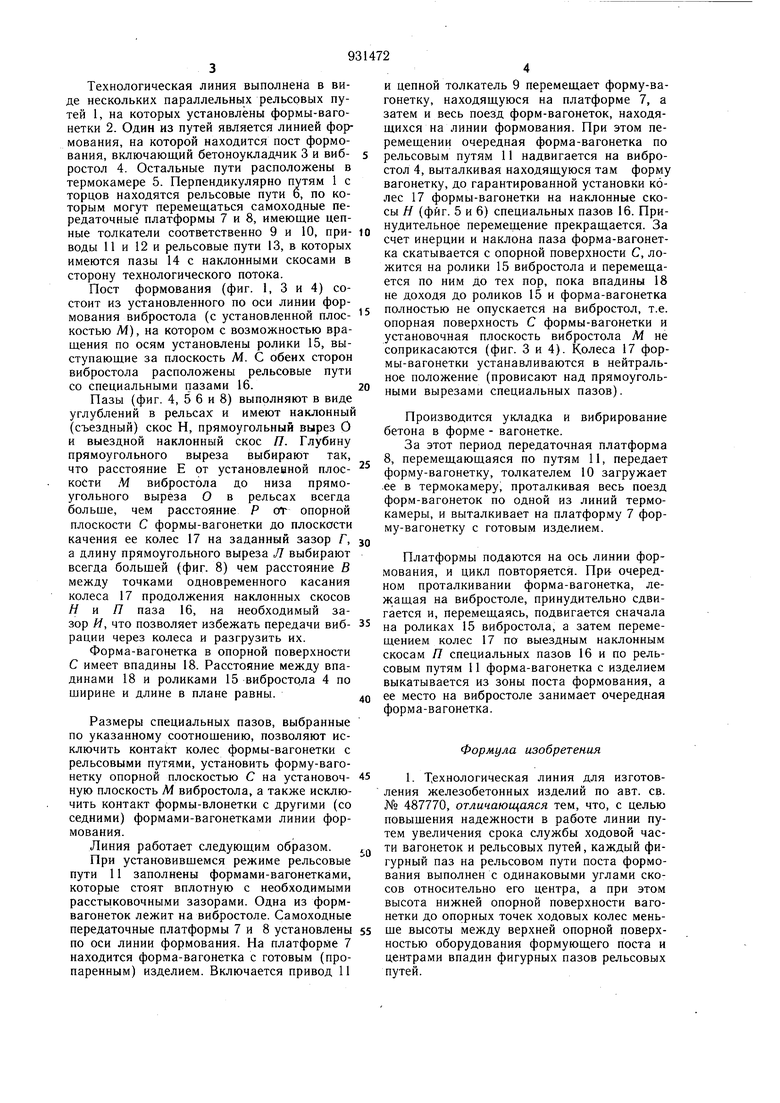
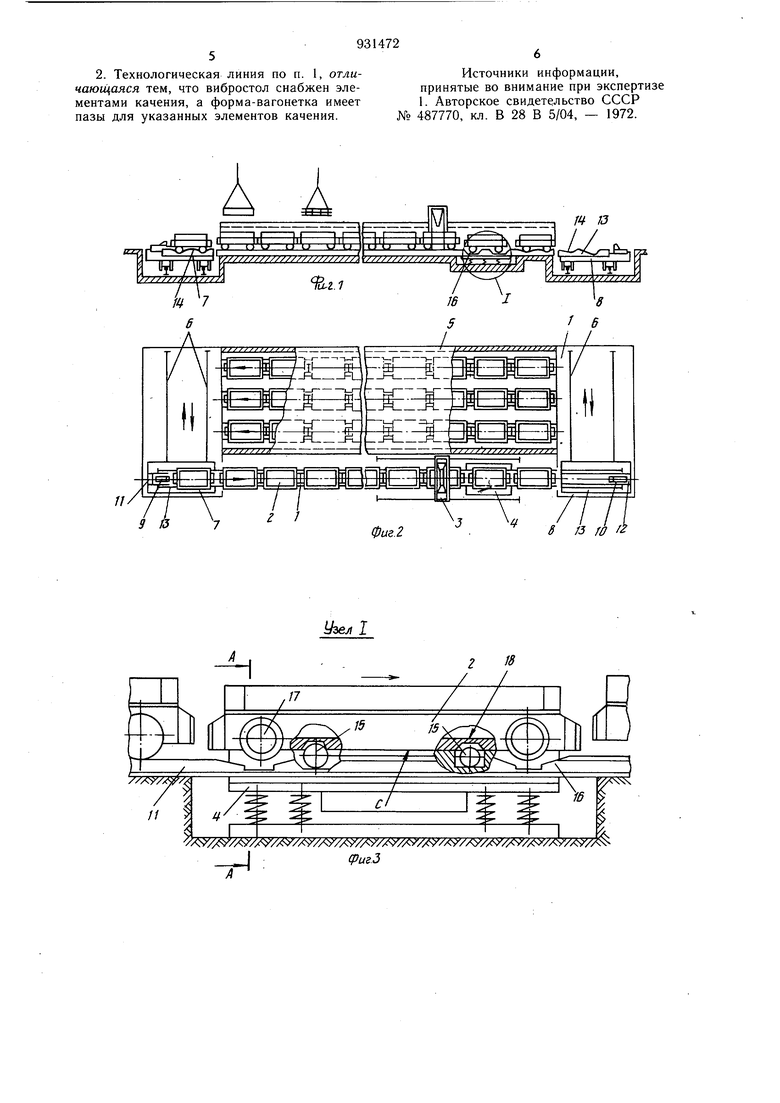
На фиг. 1 изображена предлагаемая линия, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5-8 - последовательно фазы опускания и подъема формы-вагонетки на вибростоле.
Технологическая линия выполнена в виде нескольких параллельных рельсовых путей 1, на которых установлены формы-вагонетки 2. Один из путей является линией формования, на которой находится пост формования, включающий бетоноукладчик 3 и вибростол 4. Остальные пути расположены в термокамере 5. Перпендикулярно путям 1 с торцов находятся рельсовые пути б, по которым могут перемещаться самоходные передаточные платформы 7 и 8, имеющие цепные толкатели соответственно 9 и 10, приводы 11 и 12 и рельсовые пути 13, в которых имеются пазы 14 с наклонными скосами в сторону технологического потока.
Пост формования (фиг. 1, 3 и 4) состоит из установленного по оси линии формования вибростола (с установленной плоскостью М), на котором с возможностью вращения по осям установлены ролики 15, выступающие за плоскость М. С обеих сторон вибростола расположены рельсовые пути со специальными пазами 16.
Пазы (фиг. 4, 5 6 и 8) выполняют в виде углублений в рельсах и имеют наклонный (съездный) скос Н, прямоугольный вырез О и выездной наклонный скос П. Глубину прямоугольного выреза выбирают так, что расстояние Е от установленной плоскости М вибростола до низа прямоугольного выреза О в рельсах всегда больще, чем расстояние Р ог опорной плоскости С формы-вагонетки до плоскости качения ее колес 17 на заданный зазор Г, а длину прямоугольного выреза Л выбирают всегда большей (фиг. 8) чем расстояние В между точками одновременного касания колеса 17 продолжения наклонных скосов Я и Я паза 16, на необходимый зазор И, что позволяет избежать передачи вибрации через колеса и разгрузить их.
Форма-вагонетка в опорной поверхности С имеет впадины 18. Расстояние между впадинами 18 и роликами 15 вибростола 4 по щирине и длине в плане равны.
Размеры специальных пазов, выбранные по указанному соотнощению, позволяют исключить KOHTakT колес формы-вагонетки с рельсовыми путями, установить форму-вагонетку опорной плоскостью С на установочную плоскость М вибростола, а также исключить контакт формы-влонетки с другими (со седними) формами-вагонетками линии формования.
Линия работает следующим образом. При установившемся режиме рельсовые пути 11 заполнены формами-вагонетками, которые стоят вплотную с необходимыми расстыковочными зазорами. Одна из формвагонеток лежит на вибростоле. Самоходные передаточные платформы 7 и 8 установлены по оси линии формования. На платформе 7 находится форма-вагонетка с готовым (пропаренным) изделием. Включается привод 11
и цепной толкатель 9 перемещает форму-вагонетку, находящуюся на платформе 7, а затем и весь поезд форм-вагонеток, находящихся на линии формования. При этом перемещении очередная форма-вагонетка по рельсовым путям 11 надвигается на вибростол 4, выталкивая находящуюся там форму вагонетку, до гарантированной установки колес 17 формы-вагонетки на наклонные скосы Я (фиг. 5 и 6) специальных пазов 16. Принудительное перемещение прекращается. За счет инерции и наклона паза форма-вагонетка скатывается с опорной поверхности С, ложится на ролики 15 вибростола и перемещается по ним до тех пор, пока впадины 18 не доходя до роликов 15 и форма-вагонетка полностью не опускается на вибростол, т.е. опорная поверхность С формы-вагонетки и установочная плоскость вибростола М не соприкасаются (фиг. 3 и 4). Колеса 17 формы-вагонетки устанавливаются в нейтральное положение (провисают над прямоугольными вырезами специальных пазов).
Производится укладка и вибрирование бетона в форме - вагонетке.
За этот период передаточная платформа 8, перемещающаяся по путям 11, передает форму-вагонетку, толкателем 10 загружает ее в термокамеру, проталкивая весь поезд форм-вагонеток по одной из линий термокамеры, и выталкивает на платформу 7 форму-вагонетку с готовым изделием.
Платформы подаются на ось линии формования, и цикл повторяется. Пр очередном проталкивании форма-вагонетка, лежащая на вибростоле, принудительно сдвигается и, перемещаясь, подвигается сначала на роликах 15 вибростола, а затем перемещением колес 17 па выездным наклонным скосам Я специальных пазов 16 и по рельсовым путям 11 форма-вагонетка с изделием выкатывается из зоны поста формования, а ее место на вибростоле занимает очередная форма-вагонетка.
Формула изобретения
I. Технологическая линия для изготовления железобетонных изделий по авт. св. № 487770, отличающаяся тем, что, с целью повыщения надежности в работе линии путем увеличения срока службы ходовой части вагонеток и рельсовых путей, каждый фигурный паз на рельсовом пути поста формования выполнен с одинаковыми углами скосов относительно его центра, а при этом высота нижней опорной поверхности вагонетки до опорных точек ходовых колес меньще высоты между верхней опорной поверхностью оборудования формующего поста и центрами впадин фигурных пазов рельсовых путей.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 487770, кл. В 28 В 5/04, - 1972.
Фиг.7
