1.
Изобретение относится к строительной индустрии, а именно к технологическим линиям для изготовления железобетонных изделий.
Известна технологическая линия для изготовления железобетонных изделий, включающая перемещаемые по рельсовым путяК поддон-вагонетки, пост формирования, пост термообработки и самоходные передаточные тележки с толкателями 1 .
Недостатком указанной линии является большая номенклатура форм.
Известна и другая технологическая линия для изготовления железобетонных изделий, включающая перемешиваемые по рельсовым путям поддон-вагонетки, пост формирования, кантователь с поворотной рамой, пост термообработки и самоходные передаточные тележки с толкателями 2.
Последняя из указанных линий является более близкой к изобретению.
Недостатком этой линии является сложносгъ конструкщш и большая номенклатура форм.
Цель изобретения - упрощение конст)ук1ши линия и сокращение иомепклагуры форм Ш1Я изготовления железобетонных издепин.
Это допигаотсч тем. что в предлагаемой ICXHOлогической линии кмиюшиель установлен на посту
формования по оси рельсовых путей и ось вращения его поворотной рамы параллелы1Е осям колес поддон-вагонеток, а также установксй на кантователе матрицы, направляюших и замкового устройства, вьшолнеиие поддон-ваг жеток симметричными относительно плоскости, проходящей через оси колес и т.д.
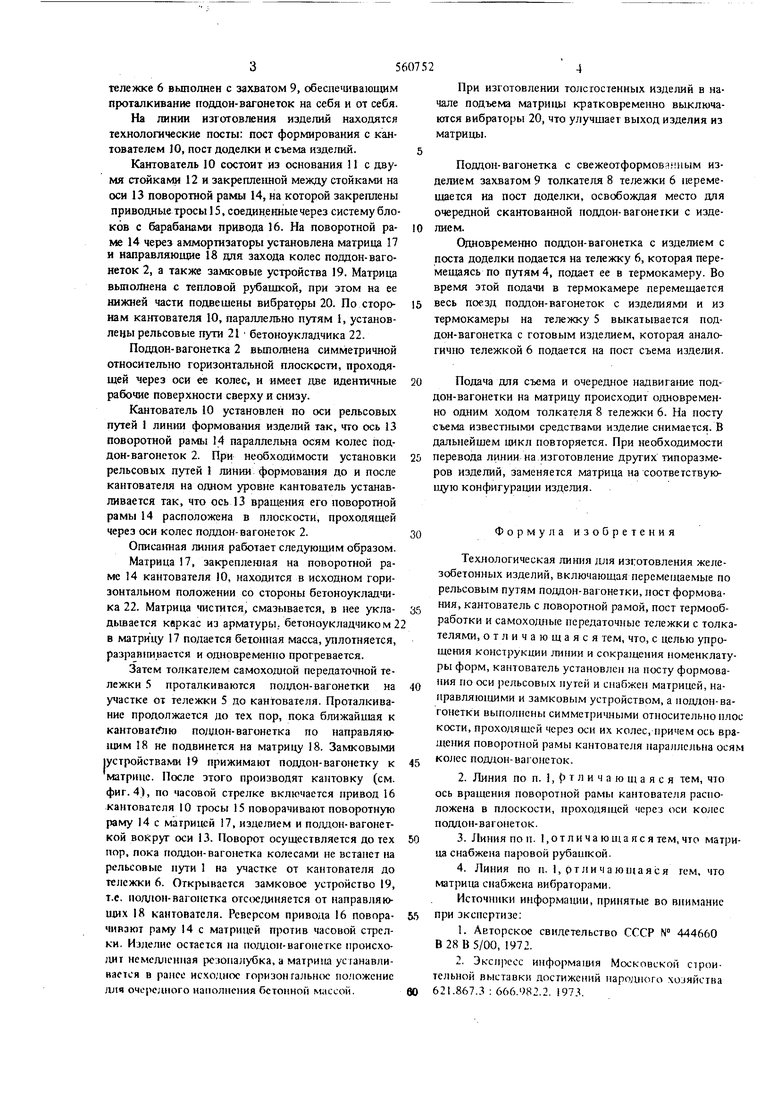
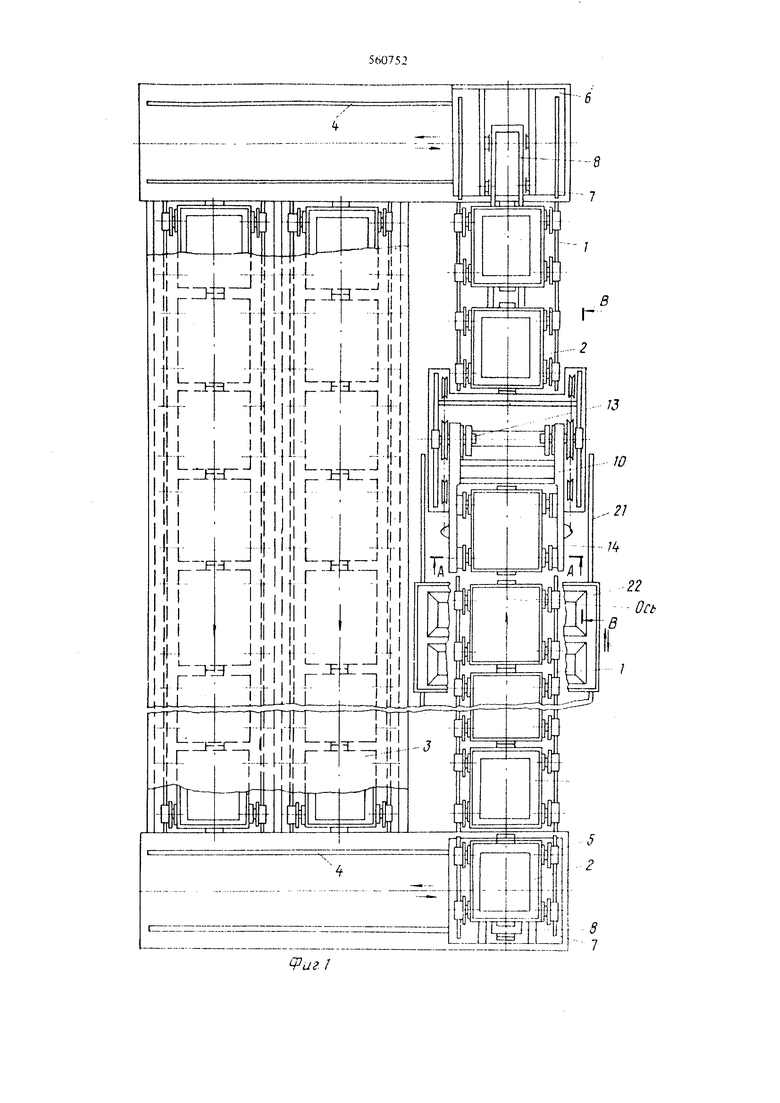
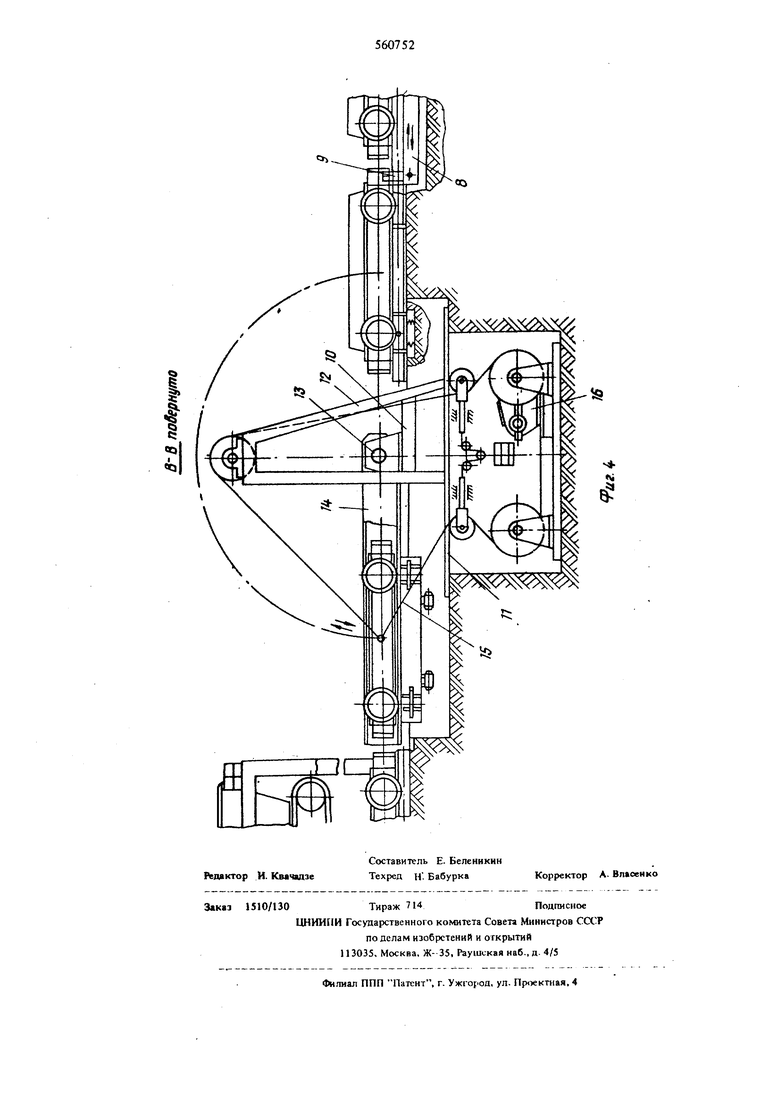
На фиг. I показана технологическая линия, вид сверху; на фиг. 2 - разрез А-А фиг. 1 (показано взаимодействие поворотной рамы кантователя, матрицы, поддон-вагонетки); на фиг. 3 - вид Б фиг. 2; на фиг. 4 - разрез В-В фиг. 1 (кантователь с матрицей и поддон-вагоиеткой, готовыми к каитовке, а также скантованная поддон-вагонетка с отформова1шым изделием).
Технологическая линия содержит несколько параллельных путей 1, на которых установлены поддон-вагонетки 2. Один из путей является линией изготовле1гия изделий. Остальные пути 1 расположены в термокамере 3. Перпендикулярно пугям 1, с их горнов, находятся передаточные пути 4, на которых установлены самоходные передаточные тележки 5 и 6, имеющие рельсовые пути 7 и выдвижные телескопические толкатели 8. Толкатель ка тележке 6 выполнен с захватом 9, обеспешвающим проталкивание поддон-вагоне ток на себя и от себя. На линии изготовления изделий находятся технологические посты: пост формирования с кантователем JO, пост доделки и съема изде1пш. Кантователь 10 состоит из основания 1 с двумя стойками 12 и закреш1е1шой между стойками на осн 13 поворотной рамы 14, на которой закреплены приводные тросы 15, соединенные через систему блоков с барабанами привода 16. На поворотной раме 14 через аммортизаторы установлена матрица 17 и направляющие 18 для захода колес поддон-вагонеток 2, а также замковые устройства 19. Матрица вьто;1нена с тепловой рубашкой, при этом на ее нижней части подвешены вибраторы 20. По сторонам кантователя Ю, параллельно путям 1, установлены рельсовые пути 21 бетоноукладчика 22. Поддон-вагонетка 2 вьтолнена симметричной относительно горизонтальной плоскости, проходящей через оси ее колес, и имеет ixae идентичные рабочие поверхности сверху и снизу. Кантователь 10 установлен по оси рельсовых путей 1 линии формования изделий так, что ось 13 поворотной рамы 14 параллельна осям колес поддон-вагонеток 2. При необходимости установки рельсовых путей 1 линии формования до и после кантователя на уровне кантователь устанавливается так, что ось 13 вращения его поворотной рамы 14 расположена в плоскости, проходящей через оси колес поддон-вагоне ток 2. Описа1шая линия работает следующим образом. Матрица 17, закрепленная на поворотной раме 14 кантователя 10, находится в исходном горизонтальном положении со стороны бетоноукладчика 22. Матрица чистится, смазывается, в нее укладьшается каркас из арматуры, бетоноукладчиком 2 в матрицу 17 подается бетонная масса, уплотняется, разравнивается и одновременно прогревается. Затем толкателем самоходной передаточной тележки 5 проталкиваются поддон-вагонетки на участке от тележки 5 до кантователя. Проталкивание продолжается до тех пор, пока ближайция к кантоватЛ1ю по/щон-вагонетка по направляющим 18 не подвинется на матрицу 18. Замковыми устройствами 19 прижимают поддон-вагонетку к матрице. После зтого производят кантовку (см. фиг. 4), по часовой стрелке включается привод 16 кантователя 10 тросы 15 поворачивают поворотную раму 14 с матрицей 17, изделием и поддон-вагонеткой вокруг оси 13. Поворот осуществляется до тех пор, пока поддон-вагонетка колесами не встанет на рельсовые пути 1 на участке от кантователя до тележки 6. Открывается замковое устройство 19, т.е. поддон-вагонетка отсоединяется от направляюидах 18 кантователя. Реверсом привода 16 поворачивзют раму 14 с матрицей против часовой стрелки. Изделие остается на по/щон-вагонетке происходит немедленная {х зоналубка, а матриш устанавливается в ранее исходное гори зон гальнск; положение для очеролмого наполнения бетонной массой. 56 4 При изготовлении толстостенных изделий в начале подъема матрицы кратковременно выключаются вибраторы 20, что улучшает выход изделия из матрицы. Подцон-вагонетка с свежеотформова-шым изделием захватом 9 толкателя 8 те/южки 6 перемещается на пост доделки, освобождая место для очередной скантованной поддон-вагонетки с изделием. Одновременно поддон-вагонетка с изделием с поста доделки подается на тележку 6, которая перемещаясь по путям 4, подает ее в термокамеру. Во время этой подачи в термокамере перемещается весь поезд поддон-вагонеток с изделиями и из термокамеры на тележку 5 выкатывается поддон-вагонетка с готовым изделием, которая аналогично тележкой 6 подается на пост съема изделия. Подача для съема и очередное надвигание поддон-вагонетки на матрицу происходит одновременно одним ходом толкателя 8 тележки 6. На посту съема известными средствами изделие снимается. В дальнейщем цикл повторяется. При необходимости перевода линии на изготовление других типоразмеров изделий, заменяется матрица на соответствующую конфигурации изделия. Формула изобретения Технологическая линия для изготовления железобетонных изделий, включающая перемещаемые по рельсовым путям поддон-вагонетки, пост формования, кантователь с поворотной рамой, пост термообработки и самоходные передаточные тележки с толкателями, отличающаяся тем, что, с целью упрощения конструкции линии и сокращения номенклатуры форм, кантователь установлен на посту формования по оси рельсовых путей и снабжен матрицей, направляющими и замковым устройством, а поддон-вагонетки выполнены симметричными относительно плос кости, проходящей через оси их колес, причем ось вращения поворотной рамы кантователя параллельна осям Kojrec под/яон-вагонеток. 2.Линия по п. i, р т л и ч а ю щ а я с я тем, что ось вращения поворотной рамы кантователя расположена в плоскости, проходящей через оси колес поддон-вагонеток. 3.Линия по п. 1, о т л и ч а ю щ а я с я тем, что матрица снабжена паровой рубашкой. 4.Линия по п. 1, ртлича юп1аяся гем, что матрица снабжена вибраторами. Источ1пжи информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 444660 В 28 В 5/00, 1972. 2.Эксп 1ссс информаш1я Московской строительной выставки достижений наро;ик го хозяйства 621.867.3 : 666..2. 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления комплексных плит покрытий | 1985 |
|
SU1321588A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| Технологическая линия для изготовления железобетонных изделий | 1972 |
|
SU487770A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Технологическая линия для изготовления железобетонных изделий | 1980 |
|
SU931472A2 |
| Технологическая линия для изготовления комплексных плит покрытий | 1988 |
|
SU1572821A2 |
| Поточно-конвейерная линия для изготовления железобетонных изделий | 1972 |
|
SU444660A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
иг 70 /О
г/г. J Г I цУГ Уш N. 1
