1/11
/
сл
с: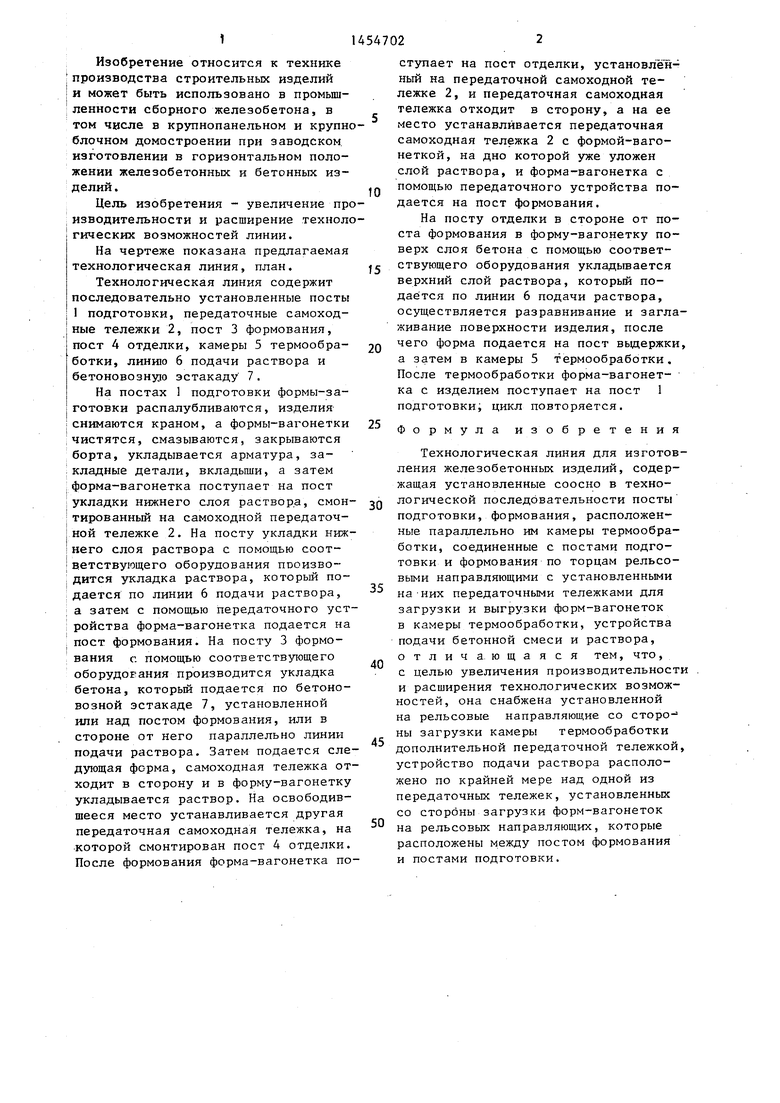
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Технологическая линия для изго-ТОВлЕНия СТРОиТЕльНыХ издЕлий | 1978 |
|
SU808298A1 |
| Технологическая линия для изготовления строительных изделий | 1989 |
|
SU1701535A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| Технологическая линия для изготовления железобетонных изделий | 1975 |
|
SU560752A1 |
| Технологическая линия для изготовления железобетонных изделий | 1983 |
|
SU1164048A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
Изобретение относится к области строительной индустрии. Цель изобретения - увеличение производительности и расширение технологических воз- ;можностей линии. Решается поставленная задача путем установки двух передаточных самоходных тележек 2, расположенных в разрыве между постами подготовки I и формования 3, при этом на одной из них в форму укладывают нижний слой раствора, на другой - верхний слой раствора и производят отделку, а над передаточными тележками смонтирована общая линия 6 подачи раствора, расположенная перпендикулярно оси перемещения форм-вагонеток по постам подготовки и формования. 1 ил.
1Е
7
С
ff
Ч
м
о ю
Изобретение относится к технике производства строительных изделий и может быть использовано в промышленности сборного железобетона, в том числе в крупнопанельном и крупноблочном домостроении при заводском изготовлении в горизонтальном положении железобетонных и бетонных изделий .
Цель изобретения - увеличение производительности и расширение технологических возможностей линии.
На чертеже показана предлагаемая технологическая линия, план.
Технологическая линия содержит последовательно установленные посты 1 подготовки, передаточные самоходные тележки 2, пост 3 формования, пост 4 отделки, камеры 5 термообработки, линию 6 подачи раствора и 6eTOHOBO3Hyjo эстакаду 7 .
На постах 1 подготовки формы-заготовки распалубливаются, изделия снимаются краном, а формы-вагонетки чистятся, смазываются, закрываются борта, укладывается арматура, закладные детали, вкладыши, а затем форма-вагонетка поступает на пост укладки нижнего слоя раствора, смонтированный на самоходной передаточной тележке 2. На посту укладки нижнего слоя раствора с помощью соответствующего оборудования ПРОИЗВОДИТСЯ укладка раствора, который подается по линии 6 подачи раствора, а затем с помощью передаточного устройства форма-вагонетка подается на пост формования. На посту 3 формования с помощью соответствующего оборудования производится укладка бетона, которьй подается по бетоно- возной эстакаде 7, установленной или над постом формования, или в стороне от него параллельно линии подачи раствора. Затем подается следующая форма, самоходная тележка отходит в сторону и в форму-вагонетку укладывается раствор. На освободившееся место устанавливается другая передаточная самоходная тележка, на которой смонтирован пост 4 отделки. После формования форма-вагонетка по
s
0
5
0
5
0
5
0
ступает на пост отделки, установленный на передаточной самоходной тележке 2, и передаточная самоходная тележка отходит в сторону, а на ее место устанавливается передаточная самоходная тележка 2 с формой-вагонеткой, на дно которой уже уложен слой раствора, и форма-вагонетка с помощью передаточного устройства подается на пост формования.
На посту отделки в стороне от поста формования в форму-вагонетку поверх слоя бетона с помощью соответствующего оборудования укладывается верхний слой раствора, который подаётся по линии 6 подачи раствора, осуществляется разравнивание и заглаживание поверхности изделия, после чего форма подается на пост вьвдержки, а затем в камеры 5 термообработки. После термообработки форма-вагонетка с изделием поступает на пост 1 подготовки; цикл повторяется.
Формула изобретения
Технологическая линия для изготовления железобетонных изделий, содержащая установленные соосно в технологической последовательности посты подготовки, формования, расположенные параллельно им камеры термообработки, соединенные с постами подготовки и формования по торцам рельсовыми направляющими с установленными на-них передаточными тележками для загрузки и выгрузки форм-вагонеток в камеры термообработки, устройства подачи бетонной смеси и раствора, отличающаяся тем, что, с целью увеличения производительности и расширения технологических возможностей, она снабжена установленной на рельсовые направляющие со стороны загрузки камеры термообработки дополнительной передаточной тележкой, устройство подачи раствора расположено по крайней мере над одной из передаточнЕзК тележек, установленных со стороны загрузки форм-вагонеток на рельсовых направляющих, которые расположены между постом формования и постами подготовки.
| Технологическая линия для изготовления железобетонных изделий | 1980 |
|
SU931472A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
