ния 13 и насосной установкой 14 с приводом 15.
Устройство для противоизгиба валков работает следующим образом.
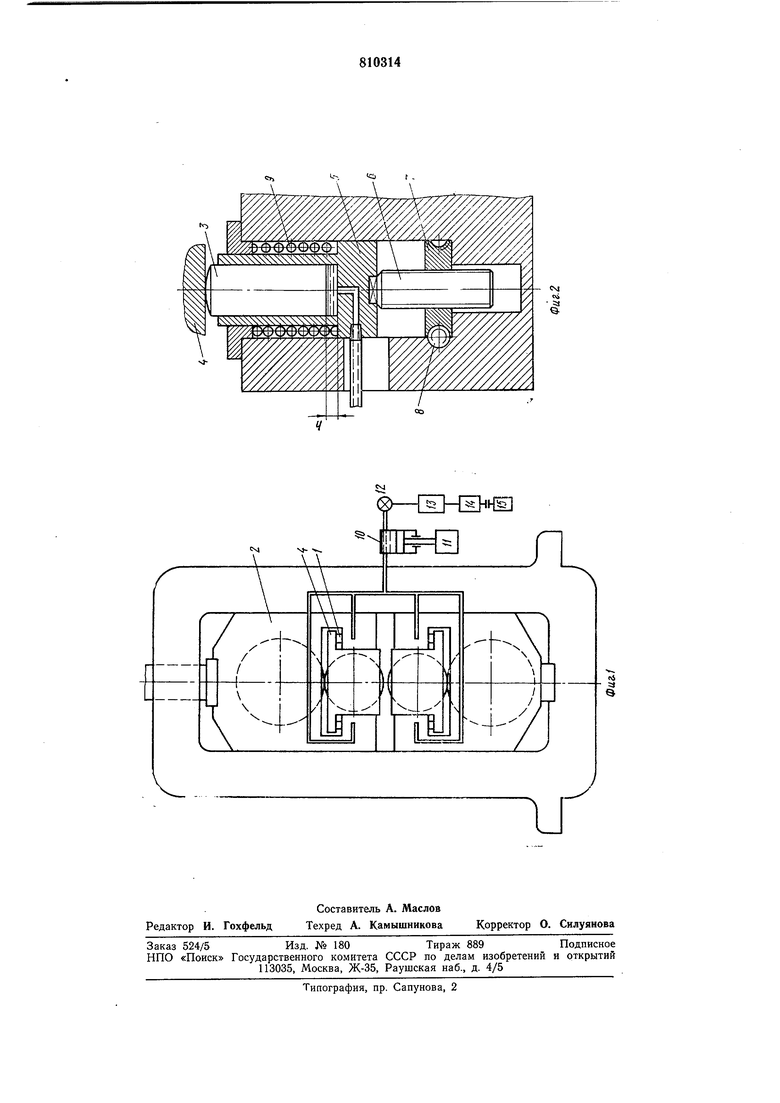
После установки в клеть опорных и рабочих валков с подушками 2, 4 и подсоединения гидросистемы к гидроцилиндрам 1 противоизгиба в последних создают с помощью насосной установки 14 и регулятора давления 13 давление рабочей жидкости, необходимое для обеспечения прижима рабочих валков к опорным. Под действием этого давления, являющегося нижним пределом регулируемого давления в гидросистеме, штоки 3 через боковые выступы подушек 4 рабочих валков осуществляют прилшм рабочих валков к опорным для исключения проскальзывания валков во время разгона, торможения и реверса. Затем с помощью червячного привода 8 приводят во вращение шестерню-гайку 7, которая сообщает поступательное движение винту 6 и корпусу 5 относительно подушек 2 и штока 3, и устанавливают в гидроцилиндрах 1 минимальную высоту столба рабочей жидкости h в соответствии с техническими требованиями к системе. Указанную настройку системы сохраняют до следующей перевалки валков.
Перед прокаткой данного сортамента листов в гидроцилиндрах 1 противоизгиба с помощью насосной установки 14 и регулятора давления 13 создают дополнительное давление рабочей жидкости, пропорциональное усилию прокатки данных листов, а с помощью вынесенного гидроцилиндра 10 и привода 11 в гидроконтуре создают объем рабочей жидкости, пропорциональный отношению ширины листа к длине бочки валков. Этот гидроконтур, т. е. полости гидроцилиндров 1 и вынесенного гидроцилиндра 10, отсекают от регулятора давления 13 насосной установки 14 и запирают с помощью запорного клапана 12. Система подготовлена к работе.
При прокатке листов в замкнутом гидроконтуре возникает динамическая составляющая усилия противоизгиба пропорциональная модулю жесткости этого гидроконтура в результате стремления рабочих валков к прогибу под действием усилия прокатки. При этом с уменьшением объема рабочей жидкости замкнутого гидроконтура модуль жесткости системы возрастает и увеличивается динамическая составляющая
усилия противоизгиба. Это усилие совместно с усилием предварительного напряжения валков автоматически препятствует прогибу рабочих валков от усилия прокатки при действии как медленно, так и быстро изменяющихся факторов, таких как биение валков, изменение входящей в очаг деформации толщины или температуры раската, неравномерности химического состава стали по длине раската и т. д.
Осуществление регулирования высоты столба или объема рабочей жидкости непосредственно в гидроцилиндрах противоизгиба позволяет: управлять модулем жесткости замкнутого гидроконтура независимо от диаметров валков, устанавливаемых в клеть; увеличить диапазон изменения динамической составляющей усилия противоизгиба.
Это дает возможность повысить точность прокатки полос и листов по поперечной разнотолщинности.
Формула изобретения
1. Устройство для противоизгиба рабочих валков стана кварто, включающее комплект гидроцилиндров противоизгиба, установленных в подушках опорных валков, штоки которых взаимодействуют с боковыми выступами подушек рабочих валков, гидросистему с регулируемыми давлением и посредством дополнительного гидроцилиндра объемом рабочей жидкости в отсекаемом гидроконтуре, отличающееся
тем, что, с целью повышения точности регулирования путем стабилизации жесткости рабочей жидкости в замкнутом гидроконтуре, гидроцилиндры противоизгиба снабжены механизмами их осевого перемещения и фиксации положения в подушках опорных валков.
2.Устройство по п. 1, отличающееся тем, что механизмы осевого перемещения и фиксации положения гидроцилиндров
противоизгиба в подушках опорных валков выполнены в виде винтовых пар.
3.Устройство по п. 1, отличающееся тем, что механизмы осевого перемещения и фиксации положения гидроцилиндров противоизгиба в подушках опорных валков выполнены в виде клиновых пар. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 614837, кл. В 21В 29/00, 1977.
,
to
CM
oi - 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стабилизации поперечного профиля полос и листов при прокатке | 1975 |
|
SU614837A1 |
| Устройство дополнительного изгиба рабочих валков прокатной клети кварто | 1977 |
|
SU789178A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Прокатная клеть | 1978 |
|
SU799842A1 |
| Способ регулирования поперечного профиля и формы полос и листов при прокатке | 1978 |
|
SU725736A1 |
| Прокатный стан | 1983 |
|
SU1091956A1 |
| Устройство для регулирования поперечной клиновидности полос при прокатке | 1985 |
|
SU1284620A1 |
| Способ повышения точности прокатки полос | 1974 |
|
SU488636A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Способ прокатки полос | 1982 |
|
SU1036409A1 |