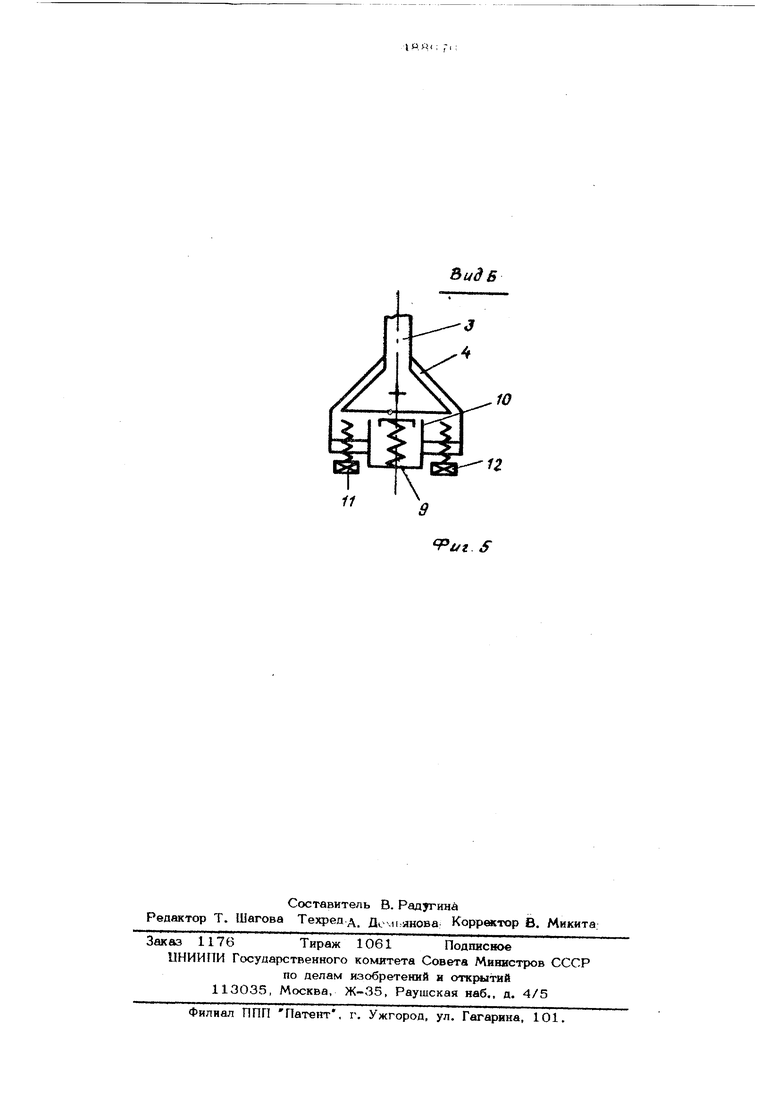
жении пружиной 9 со стаканом 10 (см. фиг, 5), взаимодействующим со специальным плоским участком оси 3.
Ось 3, а следовательно и подушка 2 выполнена с возможностью отклонения о среднего положения на угол, задаваемьгй настраиваемыми винтовыми упорами 11 и 12.
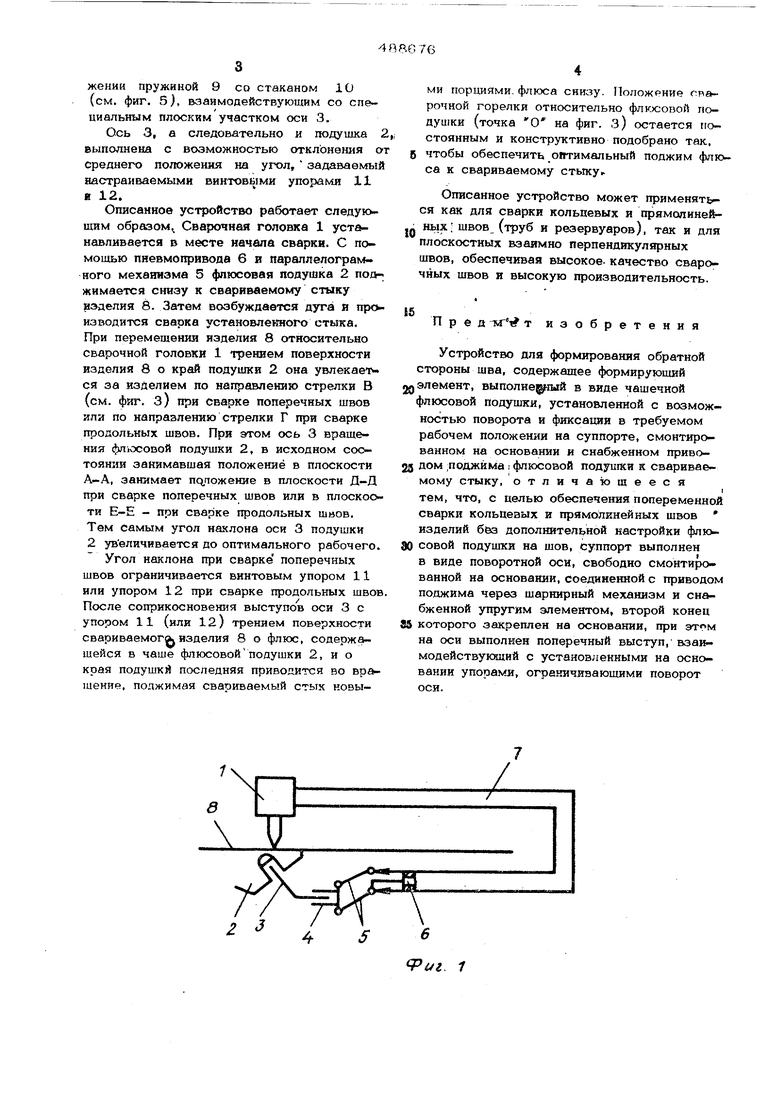
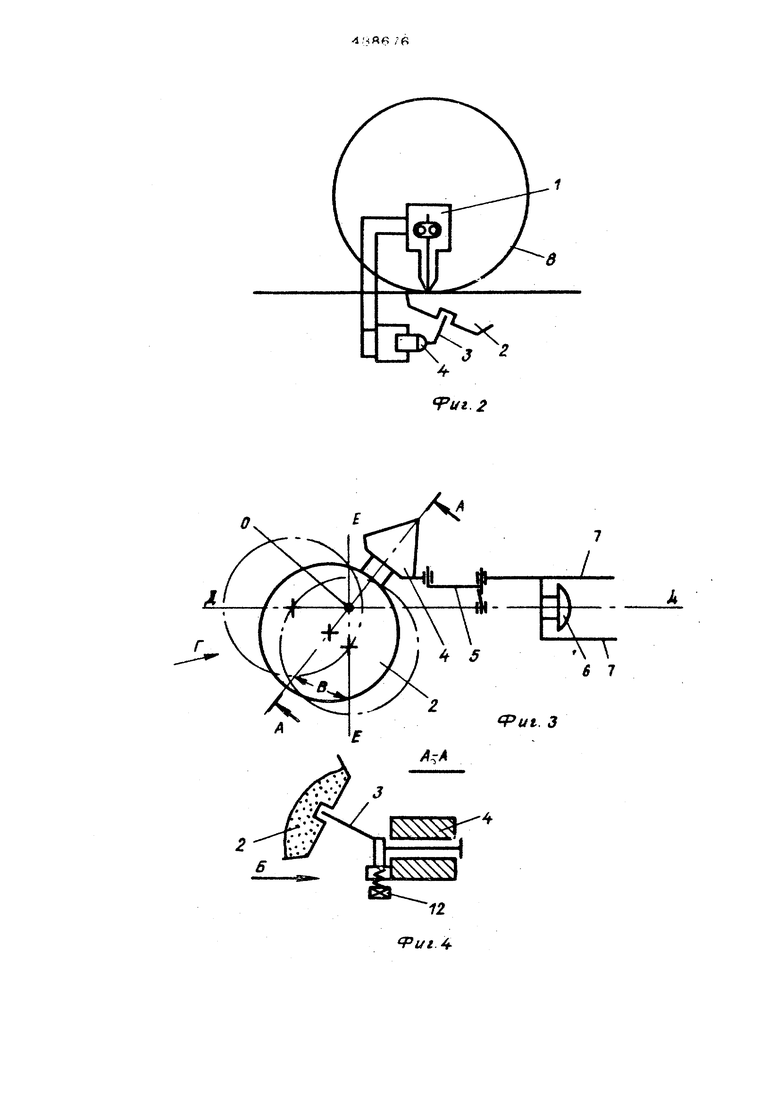
Описанное устройство работает следующим образом Сварочная головка 1 устанавливается в месте начала сварки. С помошью пневмопривода 6 и параллелограмного механизма 5 флюсовая подушка 2 по13г жимается снизу к свариваемому стыку иэделия 8. Затем возбуждается дуга и производится сварка установленного стыка. При перемещения изделия 8 относительно сварочной головки 1 трением поверхности изделия 8 о край подушки 2 она увлекается за изделием по направлению стрелки В (см. фйг. З) при сварке поперечных швов или по направлению стрелки Г при сварке продольных швов. При этом ось 3 вращения флкжовой подушки 2, в исходном состоянии занимавшая положение в плоскости А-А, занимает по,пожение в плоскости Д-Д при сварке поперечных швов или в плоскооти Е-Е - при сварке продольных швов. Тем самым угол наклона оси 3 подушки 2 увеличявается до оптимального рабочего..
Угол наклона при сварке поперечных швов ограничивается винтовым упором 11 или упором 12 при сварке продольных швов После соприкосновения выступов оси 3 с упором 11 (или 12) трением поверхности свариваемогл изделия 8 о флюс, содержащейся в чаше флюсовой по душки 2, и о края подушки последняя приводится во врашение, поджимая сватэиваемый стык новыми порциями, флюса снизу. Положение граропной горелки относительно флкхзовой подушки (точка О на фиг. З) остается постоянным и конструктивно подобрано так, б чтобы обеспечить оптимальный поджим флюса к свариваемому стьпсу
Описанное устройство может применять ся как для сварки кольпевых и примолкнет JQ нь1х; швов (труб и резервуаров), так и для плоскостных взаимно перпендикулярных швов, обеспечивая высокое- качество сварочных швов и высокую производительность.
15
Пред -NTt т изобретения
Устройство для формирования обратной стороны щва, содержащее формирующий
2/) элемент, выполне рый в виде чашечной флюсовой подушки, установленной с возможнос:тью поворота и фиксации в требуемом рабочем положении на суппорте, смонтированном на основании и снабженном приво-
25 дом .поджима ; флюсовой подушки к свариваемому стыку, отличающееся тем, что, с целью обеспечения попеременной сварки кольцевых и прямолинейных швов изделий без дополнительной настройки совой подушки на шов, суппорт выполнен в виде поворотной оси, свободно смонтированной на основании, соединенной с приводом поджима через шарнирный механизм и снабженной упругим элементом, второй конец
85 которого закреплен на основании, при на оси выполнен поперечный выступ, взаимодействующий с установленными на основании упоракш, ограничивающими поворот осн.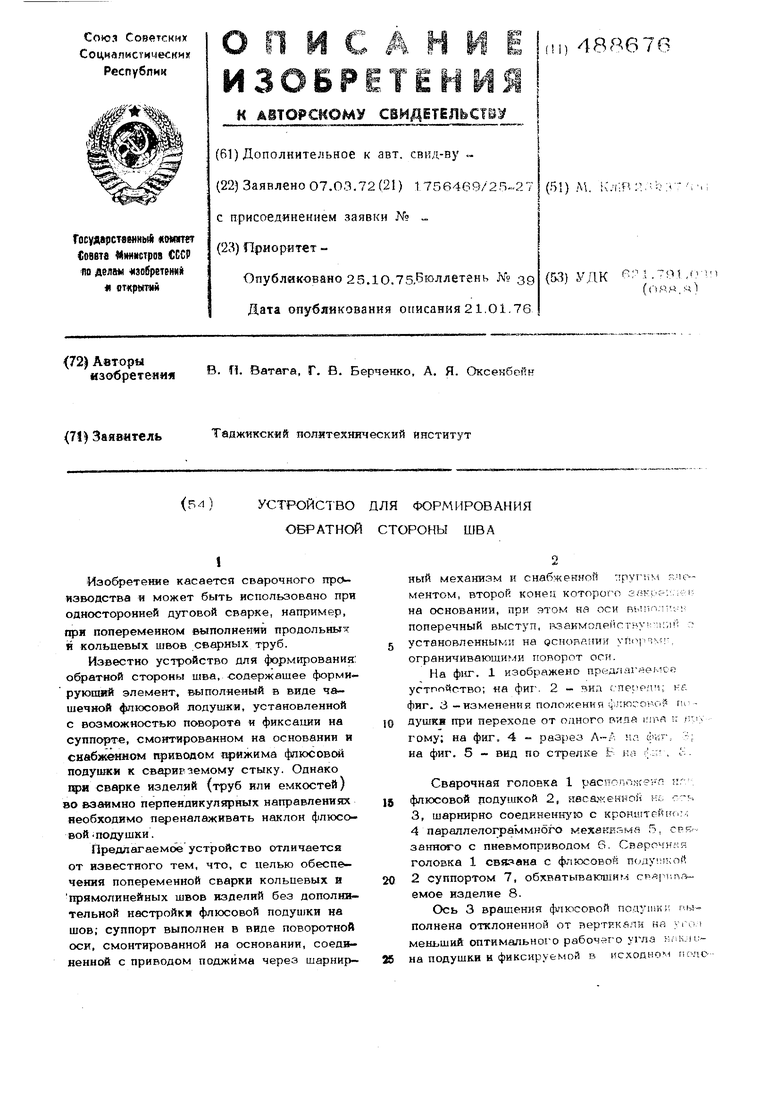
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673337A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1775253A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1759579A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673340A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673339A1 |
| Устройство для автоматической сварки флюсом в потолочном положении | 1988 |
|
SU1673341A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
в
и
/ J
/
В
L
t
лт
6 7
, 3
12 Риг 4
