3
Устройство работает следующим образом.
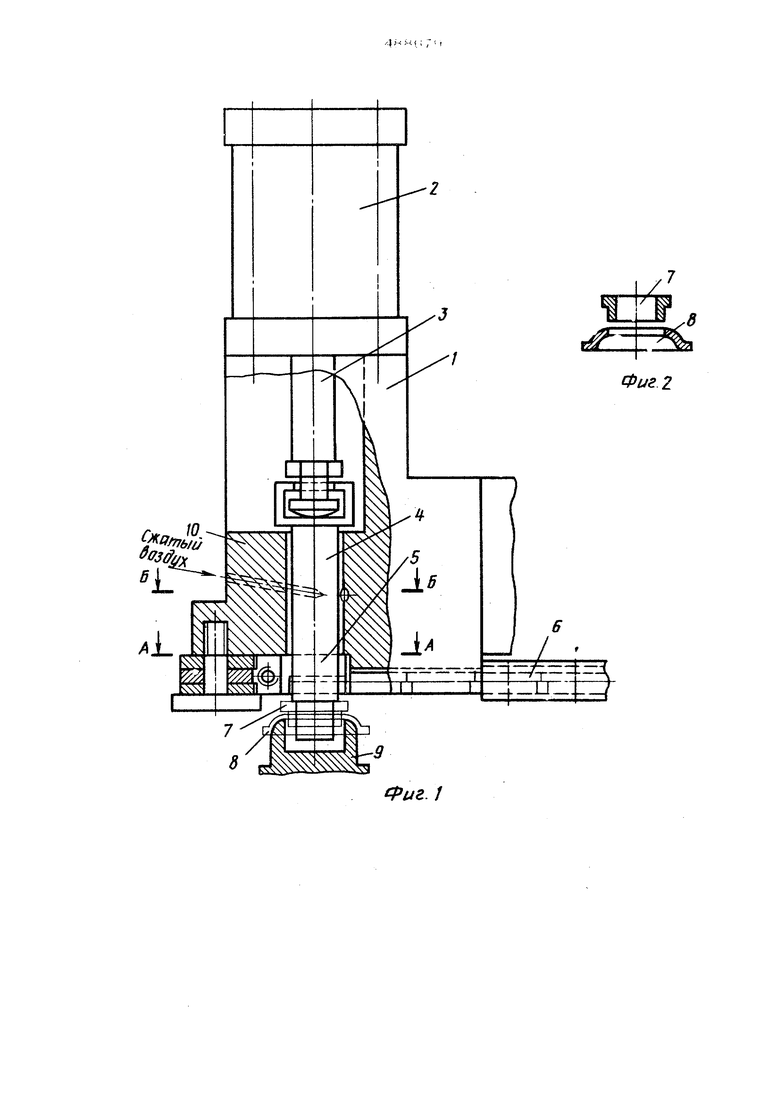
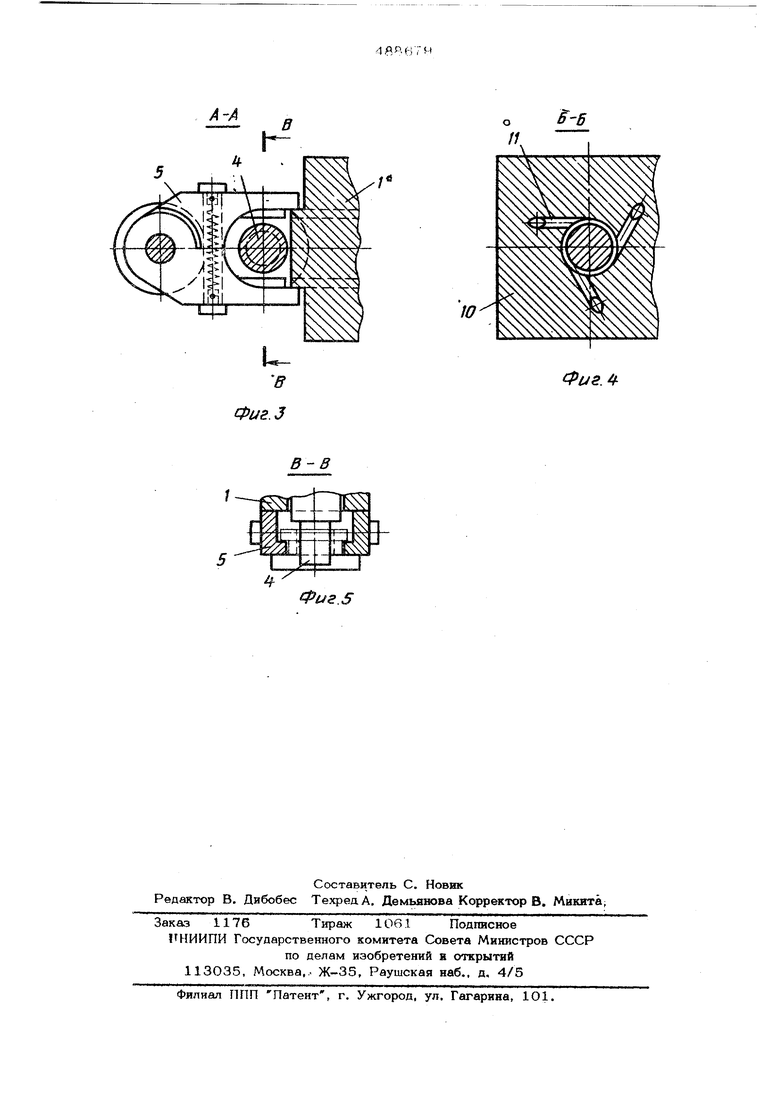
Деталь 7 из вибробункера по лотку поступает Б нарсопитель 6, а затем - в подпружиненные приемные губки 5, где она свободно устанавливается на саоем буртике. Таким же образом дрталь 8 попадает на опору 9 сборочной позиции. После чего включается гидроци;шндр 2, шток 3 которого перемещает толкатель 4 к опоре 9. При этом малый диаметр толкателя 4 прохпшЕт через отверстие детали 8 и торцом загтечика большего диаметра выжимает де- талуг, 7 из губок 5, и отсекает поступление С1 Оду1О цей детали 7 из накопителя 6. При LrTCivi ; :«лкатель 4 находится под действием возйушйого потока направленного касательно i: его наружному диаметру и под углом .;: его оси, поэтому он приобретет, помиыо аращенчй, направленные вибрации, обеспе МЗёютие ориентацию собираемых деталей независимо от велечин их несоосности, зазоров между дeтaля И и толкателем 4, :; гйкже BentraHHbs фасок у этих деталей. Сбо-эха собираемых деталей 7 и 8 осушесЕЛйе- ся ч олкателом 4 в конце хода штогг В г:/ ;ро11илийяра 2. Толкатель 4 досылает де-ель 7 а деталь 8 до упора. Затем .;. j -С .хате л ем 4 перемешается в
:,.: :-.: ,:л;)аБлении, не задевая : ; ссзобождая место для поступ;еггй1-:ой детали 7 из накопителя 6
4
Собранные детали 7 и 8 снимаются со сборочной позиции съемником. Цикл работы повторяется автоматически.
Надежнсють в работе устройства обесл1ечивается при условии, что зазор междту толкателем 4 и отверстием втулки 10 в корпусе 1 меньше зазора между то;гкате- лем 4 и центрирующей частью штокг 3 гидроцилиндра.
10
Предмет изобретения
1.Устройство для автоматической сборки деталей, содержащее приспособление
в виде с соплами для создания вихревого воздушного потока, воздействующего на исполнительный орган, размешенный во втулке с зазором, отличающееся тем, что, с целью расширения технологических возможностей путем сборки деталей типа втулка-втулка, исполнительный орган выполнен в виде толкателя и снабжен дополнительным приводом его осевого перемещения, например гидроцилиндром, щток которого Связан с толкателем с радиальным зазором, причем величина этого зазора больше величины зазора между втулкой и толкателем.
2.Устройство по п. 1, о т л и ч а ю щ е е с я тем, что толкатель выполнен ступенчатым. 1 i: f:::g-T r п
//г. / Фиг 2
A-A
игЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки деталей типа вал-втулка | 1978 |
|
SU700320A1 |
| Многопозиционное захватное устройство | 1981 |
|
SU994254A1 |
| Устройство для управления сборочным модулем | 1984 |
|
SU1171751A1 |
| Устройство для сборки деталей | 1977 |
|
SU663525A1 |
| Многопозиционное зажимное устройство | 1981 |
|
SU975305A1 |
| Устройство для сборки глаз игрушки | 1990 |
|
SU1818124A1 |
| Устройство для сборки бесфасочных пазовых соединений | 1982 |
|
SU1088911A1 |
| Гибкая автоматизированная сборочная линия | 1986 |
|
SU1344582A1 |
| Автомат для сборки дюбелей с шайбами | 1991 |
|
SU1794004A3 |
| Устройство для сборки деталей запрессовкой | 1986 |
|
SU1433745A1 |