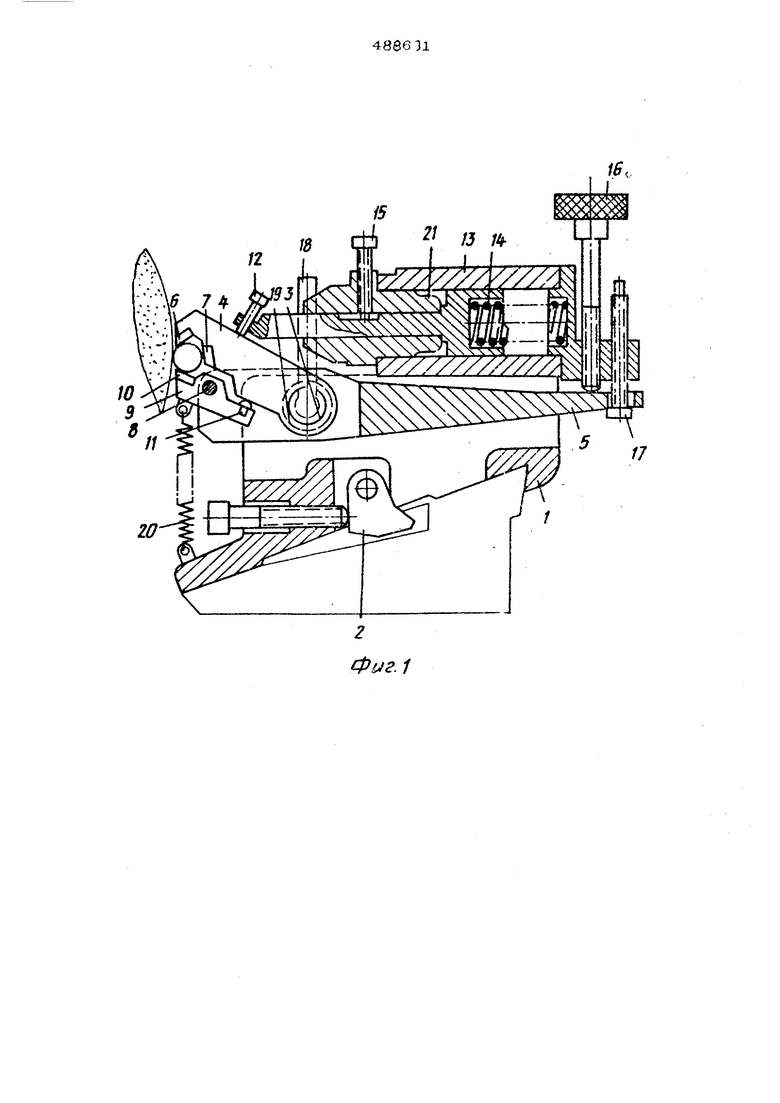
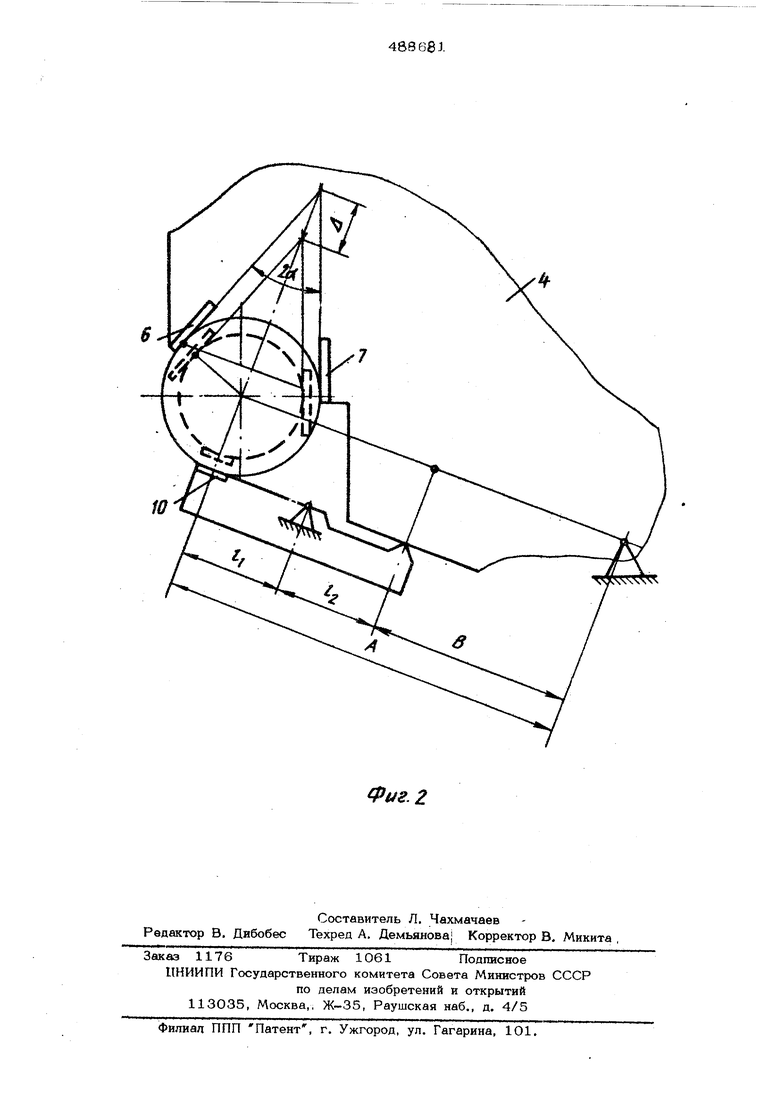
запрессована ось 8, на которой качается рычаг 9, несущий губку 10. Рычаги 4,6 и & с губками 6,7 и 10 образуют клещевой захват люнета. На рычаге 9 закреплен упор 11, упирающий.ся в рычаг 4. Губки рычага 4 поджимаются к поверхности обрабатываемой детали с помощью регулировочного -винта 12 смонтированного в штоке: поршня 13, нахо лящегося под действием пружины 14. На штоке nqpijjHfl 13 выполнен шпоночный, паз куда ВХОДИТ;винт 15 для угловой фиксаци поршня. Угловое положение рычага 5 настраивается винтом 16 и фиксируется винтбм 17, Смешение зажатого губками изде лия в горизонтальной плоскости осуществляется поворотом оси 3 с эксцентриком. Для поворота оси 3 служит рукоятка 18. Положение оси 3 фиксируется гайкой 19. Губки люнета разжимаются при установке заготовки в центре станка пружиной 2О. Для установки заготовки в центре стан ка в полость 21 подают под давлением ра бочую жидкость от гидросистемы станка. При этом поршень 13 отходит вправо, сжи мая пружину 14, и винт 12 освобождает рычаг 4. Под действием усилия пружины 20 рычаг 9 поворачивается против часовой стрелки и упором 11 поворачивает ры чаг 4. При этом губки отходят от обрабатываемой детали. После установки заготовки в центре станка полость 21 соединяют со сливом, и поршень 13 под действием пружины 14 перемещается влево. Винт 12 скользит по наклонной поверхности рычага 4, который поворачивается вокруг оси 3 и действуя на упор 11, поворачивается рыгчаг 9 относительно оси 8. Движение поршня 13 влево продолжается до тех пор, пока губки 6, 7 и 10 не коснутся поверхности детали. Люнет долзкен; быть настроен таким образом, чтобы центр зажатого губками сечекиЕ детали оказался на линии центров станка. Люнет настраивают поворотом оси с эксцентриком 3, а также поворотом рычага 5 с помощью винта 16. При этом изменяется положение оси 8 и деталь смещается по перпендикуляру к линии, соединяющей центр детали с центром эксцентрика оси 3. По мере уменьщения диаметра детали в процессе шлифования поршень 13 перемещается влево и обеспечивает непрерывно контакт всех трех .губок с обрабатываемой поверхностью. . Для неизменного положения центра поперечного сечения детали в процессе шлифования соотношения.параметров люнета должен соответствовать соотдашению -- -5СггЛ, где А и В (фиг. 2) - соответственно расстояния от центра качания рычага 4 до центра детали и яо точки взаимодействия рычагов, измеренные в направлении перпендикуляра к биссектрисе угла .между губками 6 и 7, €. и 2 соответственно расстояйия от центра качания рычага 9 до биссектрисы угла между губками 6 и 7 и до точки взаимодействия рычагов 4 и 9, измеренные в направлении перпендикуляра к биссектрисе, с. - половина угла между губками 6 и 7 рычага 4. о р м у л а 3 о б р е т е н и я Самоцентрирующий люнет, выполненный в виде двух взаимодействующих между собой и с приводом качающихся рычагов, на первом из которых закреплены расположейные под углом две касающиеся обрабс тываемой поверхности детали губки, а на втором рычаге - одна губка, отличаюшийс я тем, что, с целью повышения точности центрирования детали в процессе обработки, ось качания первого рычага расположена на проходящем через центр детали перпендикуляре к биссектрисе угла между губками того же рычага, а координаты осей качания рычагов и точки их взаимодействия ыбраны из соотношения А А. - Slrv (- , г в де А и В - соответственно расстояния от ентра качания первого рычага до центра етали и до точки взаимодействия рычагов, змеренные в направлении перпендикуляра биссектрисе угла между губками первого ычага, 1 / 2 соответственно расстояния т центра качания второго рычага до бисектрисы угла между губками первого рыага и до точки взанмодействия рычагов, змеренные в направлении перпендикуляра упомянутой биссектрисе, - половина угла между губками перго рычага.

| название | год | авторы | номер документа |
|---|---|---|---|
| Люнет | 1988 |
|
SU1565631A1 |
| Самоцентрирующий люнет | 1979 |
|
SU856738A1 |
| ЛЮНЕТ ДЛЯ ДОПОЛНИТЕЛЬНОЙ ОПОРЫ ЦЕНТРАЛЬНЫХ ЗОН ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ, В ЧАСТНОСТИ ОПОРНЫХ УЧАСТКОВ КОЛЕНЧАТЫХ ВАЛОВ, А ТАКЖЕ ШЛИФОВАЛЬНЫЙ СТАНОК С ЛЮНЕТОМ | 2014 |
|
RU2676540C1 |
| Самоцентрирующий люнет | 1979 |
|
SU806351A1 |
| Следящий люнет | 1981 |
|
SU1030134A1 |
| Следящий люнет | 1976 |
|
SU645809A1 |
| Люнет | 1989 |
|
SU1731577A1 |
| Люнет | 1988 |
|
SU1662799A1 |
| Люнет для круглошлифовальных станков | 1987 |
|
SU1567349A1 |
| ЛЮНЕТ | 2001 |
|
RU2196673C2 |
Фие.г
