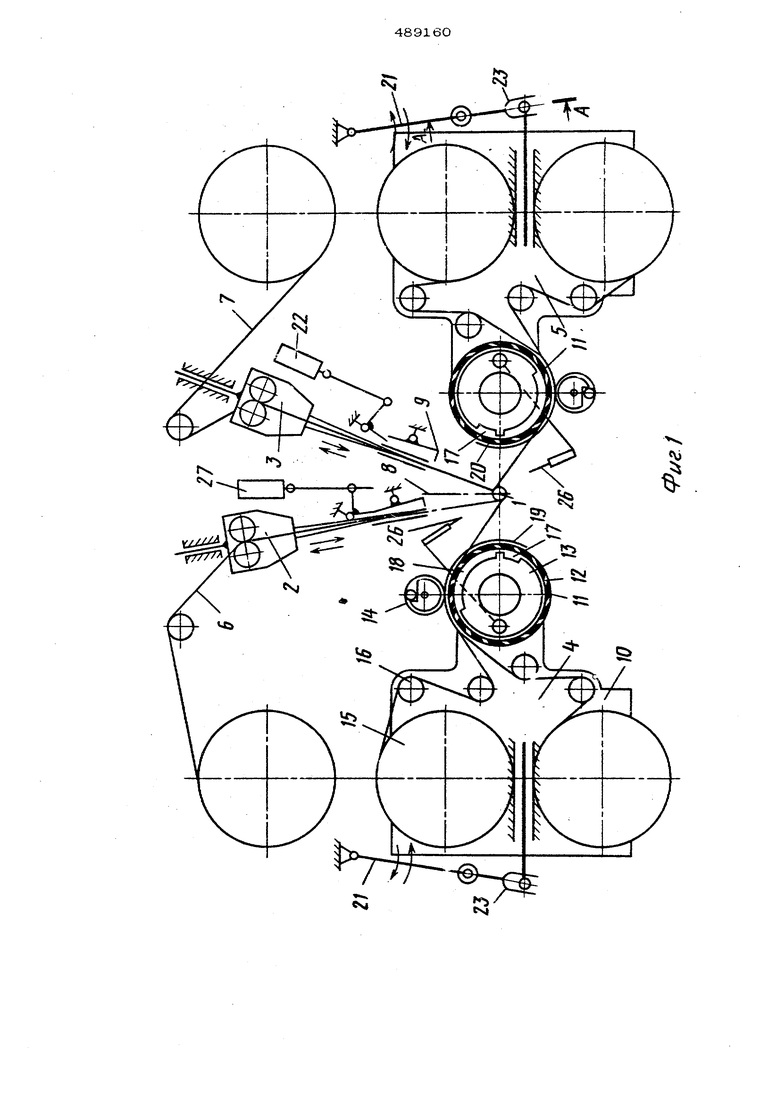
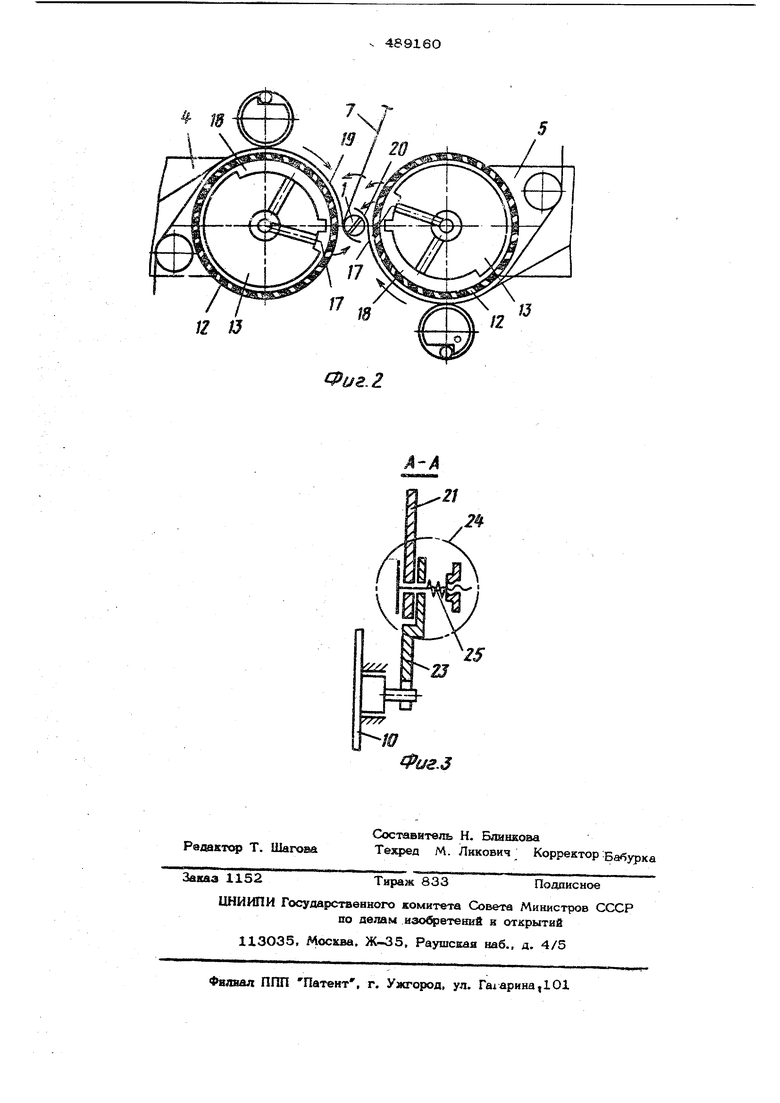
к ролику 11 и удерживает кх от движения в обратном ааправлеаии Для зап|равки лент ыа оправку и намот ки секции в зону намотки с механизмом 3 подается конец ленты 7. Разъемные оправкк 1 смыкаются, зажимают этот конец ле ты г начинают вращаться. После этого каретки 1О механизмов 4 и 5 приводными рычагами 21 подаются к оправкам до соприкосновения с ними роликов. В каналах 17 вакуум сменяется на давление, и концы лент 19 и 20 отталкиваются от вращающих ся оболочек с отверстиями, прижимаясь к оправкам воздушными струями, идущими из отверстий. При врашении оправки и заправочных роликов концы лент 19 и 2О попадают под ленту 7 и так заправляются на оправку. Для более эффективной заправки концов лен отверстия на оболочках роликов выполнены с наклоном к оси оправки. После заправки лент воздущное давлени в каналах 17 переключается на вакуум, В начале намотки лента 7 (за счет которой наматываются холостые витки секции отрезается ножом 9, приводимым в движение злектримагнитом 22. В дальнейшем намотка производится только за счет лент причем ролики 11 при намотке прижимают ся к секции, что предотвпащает образование на лентах складок и их, смещение в осевом направлении. Неупругий поджим роликов к наматываемой секции и их отход по мере увеличения диаметра секции обеспечивается за счет шарнирно сочлене ных с рычагами 21 привода кареток Ю поводков 23, снабхсенных 4фикционнымн тормозами 24. Сила 1ч рможения поводков относительно рычагов 21 регулируется пружинами 25. В конце намотки секции производится заправка конца диэлектрической ленты 6 механизмом 2. Перед отрезкой лент ролики 11 отводятся рычагами 21 в исходное поло хение, а ленты разрезаются термоножами 26. Концы лент, оставшиеся на роликах, прижимаются вакуумным подсосом к их поверхности. При наличии двух лент, их удерживание на поверхностях ролчков обеспечивается тем, что при отрезке термоножа- ми концы лент свариваются. Отрезка ленты 6 производится ножом 8, приводимым в работу от электромагнита 27, Очюле намотки отрезанных концов лент и заданного количеств холостых витков. После этой операции секция заклеивается и снимается. Предмет изобретен и я Устройство для намотки секций рулонных конденсаторов, содержащее вращающуюся оправку, механизмы подачи и заправки метал,1изированных и диэлектрических лент, механизмы отрезк : металлизированных и диэлектрических лент и-приводной механизм, О .дичающееся тем, что, с цеью повышения качества намотки, OFO снабено пневмонасосами пониженного г повыенного давления, а механизмы подачи и аправки металлизиров..нных лент снабжены оликами с возможностью перемещения отосительно вращающейся оправки, причем а поверхности роликов выполнены отверсия, соехшненные с пневмонасосами повыенного и пониженного аавлемий-.
// 0
Фиг. 2.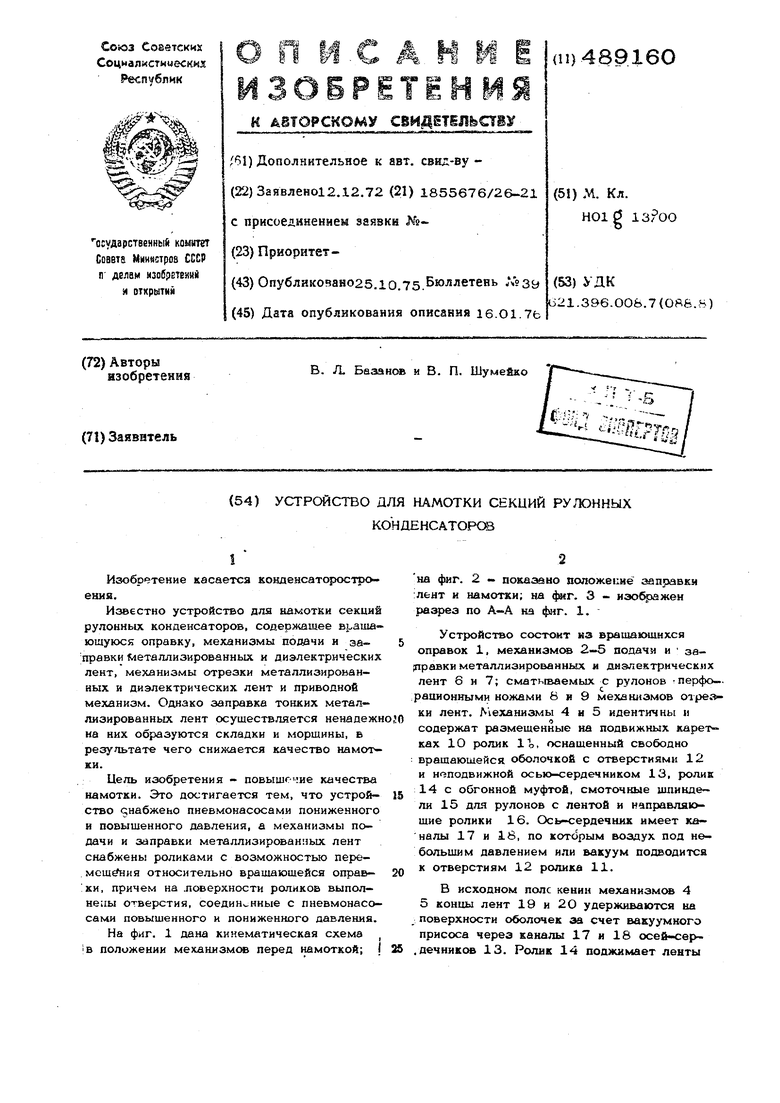
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций рулонных конденсаторов | 1987 |
|
SU1492393A1 |
| Устройство для намотки секций металлопленочных конденсаторов | 1984 |
|
SU1247959A1 |
| Устройство для намотки кольцевых заготовок плоских конденсаторов | 1984 |
|
SU1218422A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| Устройство для намотки секций рулонных конденсаторов | 1984 |
|
SU1265866A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Устройство для намотки секций рулонных конденсаторов | 1979 |
|
SU788202A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU737999A1 |
| Устройство для намотки кольцевых заготовок плоских конденсаторов | 1980 |
|
SU900336A1 |