1
Изобретение относится к области обработки металлов давлением и .может быть использовано в производстве изделий типа ступенчатых валов.
Известен инструмент для поперечно-клиновой прокатки изделий типа ступенчатых валов, включающий раскатываюпдую и калибрующую части.
Недостатком известного инструмента является то, что он не обеспечивает возможности прокатки за один проход со степенью обжатия, характеризующейся отнощением диаметра исходной заготовки к прокатываемому диаметру, больще двух.
В предложенном инструменте указанный недостаток устранен за счет того, что рабочая поверхность раскатывающей части, параллельиая плоскости основания, выполнена ступенчатой, при этом каждая ступень спрофилирована в виде клина, вершина которого расположена на расстоянии от вершины соседнего , по меньшей мере равном половине периметра прокатываемой ступени.
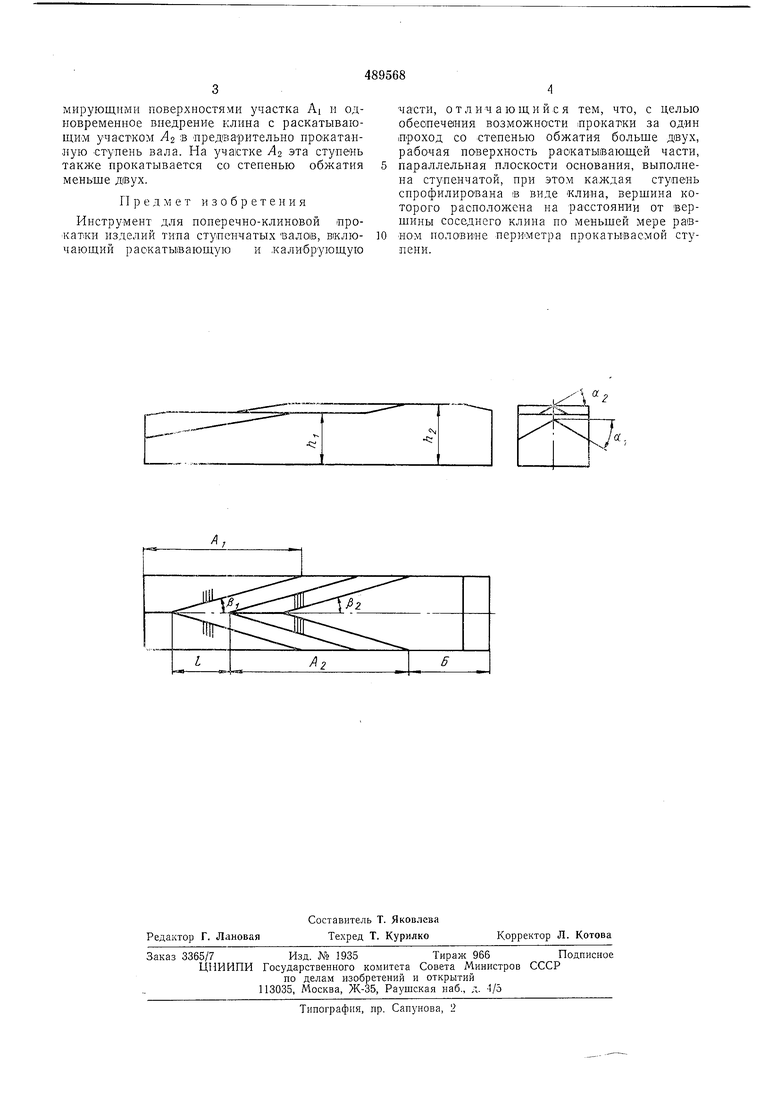
На чертеже изобрал-сен предлагаемый инструмент в трех проекциях.
Предлагаемый клиповой инструмент для поперечной прокатки ступенчатых валов включает в себя раскатывающую часть, которая содержит две клиновые ступени - ступень с высотой hi и раскатывающим участком AI и ступень с высотой hz i с раскаты:вающим участко.м Ло, а та1кже калибрующую часть Б, вьшолненную на одном с последней ступенью раскатывающей части, т. е. имеющую высоту liz. Начало .клина с раскатывающим участком AZ отстоит от начала клина с раскатывающим участком AI на расстояние /. Клиновые раскатывающие участки имеют углы наклона боковых раокатывающих (деформирующих) граней ai и а2 и углы заострения клиньев pi и р2. В общем случае углы oi и Ра первой ступени не равны углам а2 п р2 второй ступенп, а колпчество ступеней раскатывающей части инструмента
может быть любым.
В процессе работы при движении клиньев навстречу друг другу происходит внедрение «х в исходную заготовку с диаметрально противоположных сторон, вызывающее вращение заготовки. Далее происходит обжатие и раскатывание металла заготовки деформирующими поверхностями ступени с раскатывающим участком Л). При этом на длине / этого участка, не меньщем половины периметра прокатываемой ступеип вала, происходит формирование круглого сечения обрабатываемой ступени вала и раскатывание ее со степенью обжатия меньще двух. При дальнейшем движении клиньев .происходит лродолжение раскатывания ступени вала деформирующими поверхностями участка AI и одновременное внедрение р:лина с раскатывающи м участком А s предварительно прокатанную -ступень вала. На участке Ау эта ступень также прокатывается со степенью обжатия меньше двух.
Предмет и з о б р е т е )i и я
Инструмент для поперечно-клиновой прокатки изделий типа ступенчатых валов, включающий раокатьивающую и -калибрующую
части, о т л н ч а ю щ и и с я тем, что, с целью обеонечэния возможности про-катки за один Лроход со степенью обжатия больше двух, рабочая поверхность раскатывающей части,
параллельная плоскости основания, выполнена ступенчатой, при этом каждая ступень спрофилирована в виде «липа, вершина которого расположена на расстоянии от верщины соседнего клина но меньщей мере раеном половиие пери-метра прокатываемой ступени.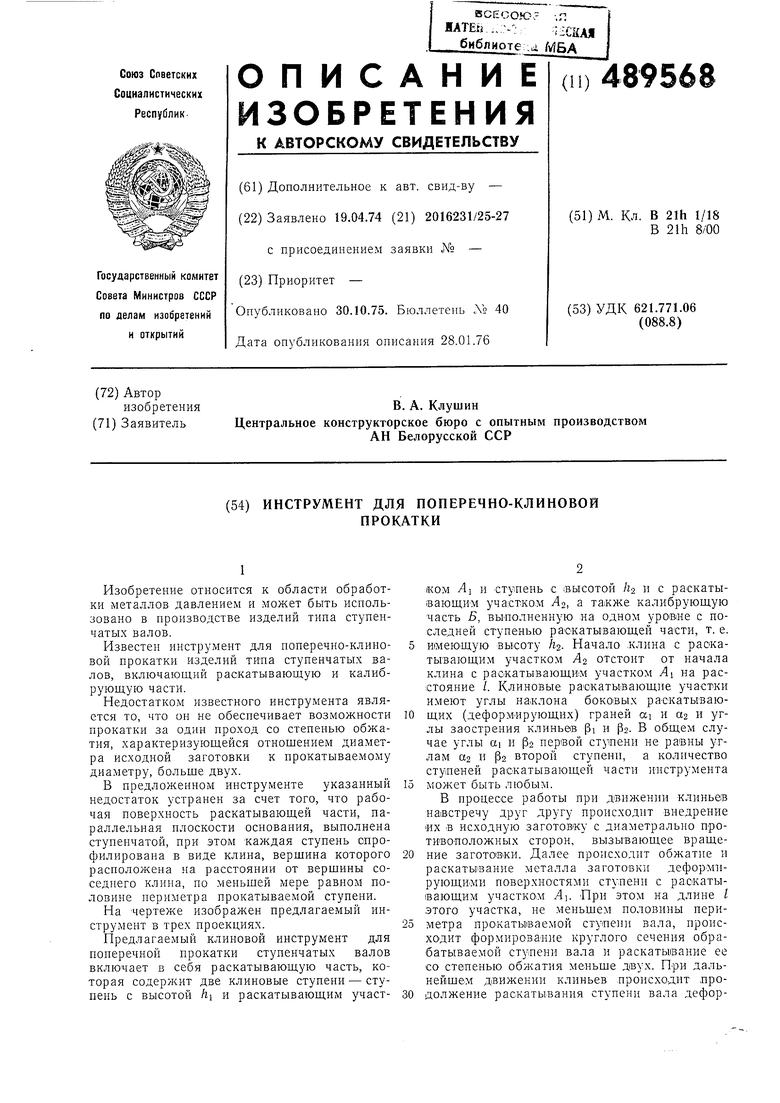
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1974 |
|
SU489569A1 |
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU617139A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU725763A1 |
| Инструмент для поперечно-клиновой прокатки | 1977 |
|
SU680794A1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| Инструмент для поперечнойпРОКАТКи | 1978 |
|
SU804139A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1699693A1 |
| Инструмент для поперечно-клиновой прокатки | 1985 |
|
SU1449213A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
