ее Is:
Изобретение относится к обработке металлов давлением и может быть испо;1ьзо- вано при производстве деталей типа гладких или ступенчатых валов.
Цель изобретения - повышение качества получаемых деталей.
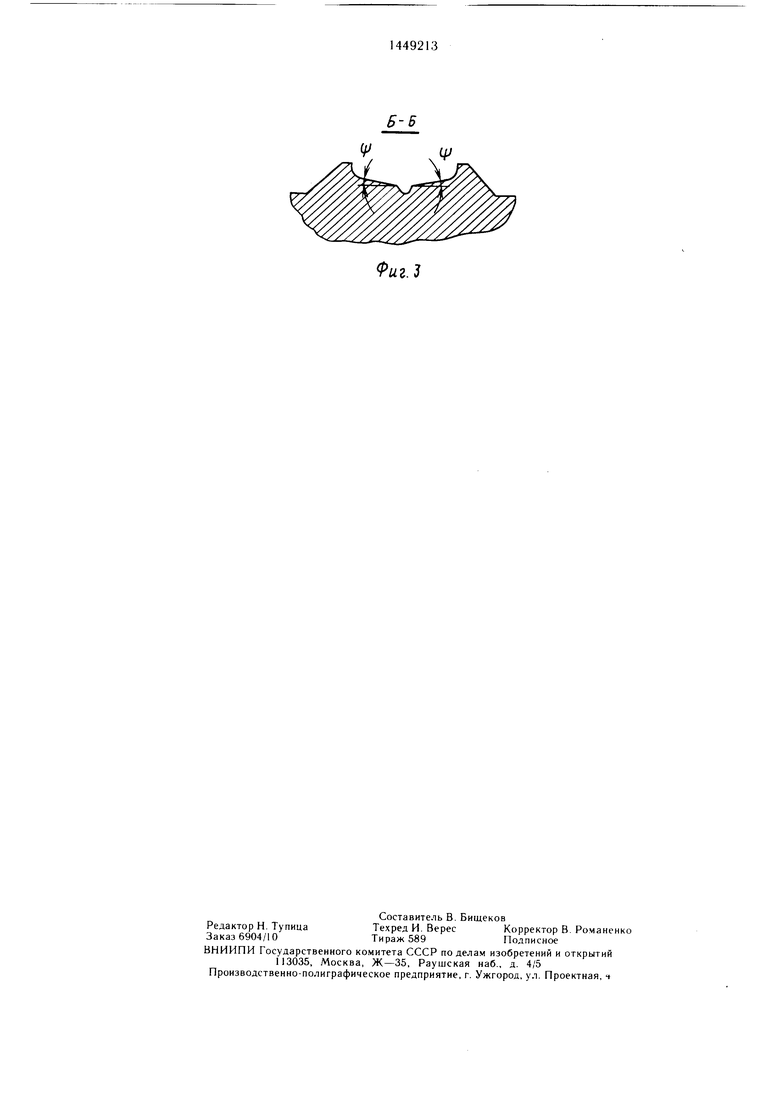
На фиг. I представлен и нструмент, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Инструмент содержит основание 1, на котором выполнены котиковые элементы, включающие заходный В, деформирующий Г и калибрующий Д участки, наклонную деформирующую поверхность 2. Калибрующая поверхность 3 деформиоующего Г и калибрующего Д участков выполнена под углами ip к плоскости основания инструмента, верп1ины которых обращены к оси симметрии инструмента.
Инструмент работает следующим образом.
Клиновые элементы инструмента, дви- 1-аясь навстречу друг другу, внедряются на заходном участке В с диаметрально противоположных сторон в исходную заготовку и вызывают ее вращение. На деформирующем участке Г раскатывается .металл наклонными деформирующими поверхностями 2, в результате чего происходит формообра
0
5
зевание изделия. Одновременно деформирующие поверхности 2 калибрующей поверхностью 3 участка Г перемещают .металл к периферии изделия до его окончательного оформления.
По мере выхода металла на калибрующий участок происходит калибровка оформленного изделия. Выполненная под углом наклона Ч калибрующая поверхность 3 деформирующего Г и калибрующего Д участков позволяет исключить контакт между инструментом и прокатываемой заготовкой по всей щирине, что приводит к получению деталей, близких к цилиндрической форме.
Формула изобретения
Инструмент для поперечно-клиновой прокатки, содержащий установленный на основании формующий клин с последовательно расположенны.ми на нем заходным, деформирующим и калибрующим участками, имеющий калибрующую и формующую поверхности, отличаюш,ийся тем, что, с целью по- аьииения качества получаемых деталей, калибрующая поверхность калибрующего и деформирующего участков выполнена под равными углами к плоскости основания, верщины которых обращены к оси симметрии инструмента.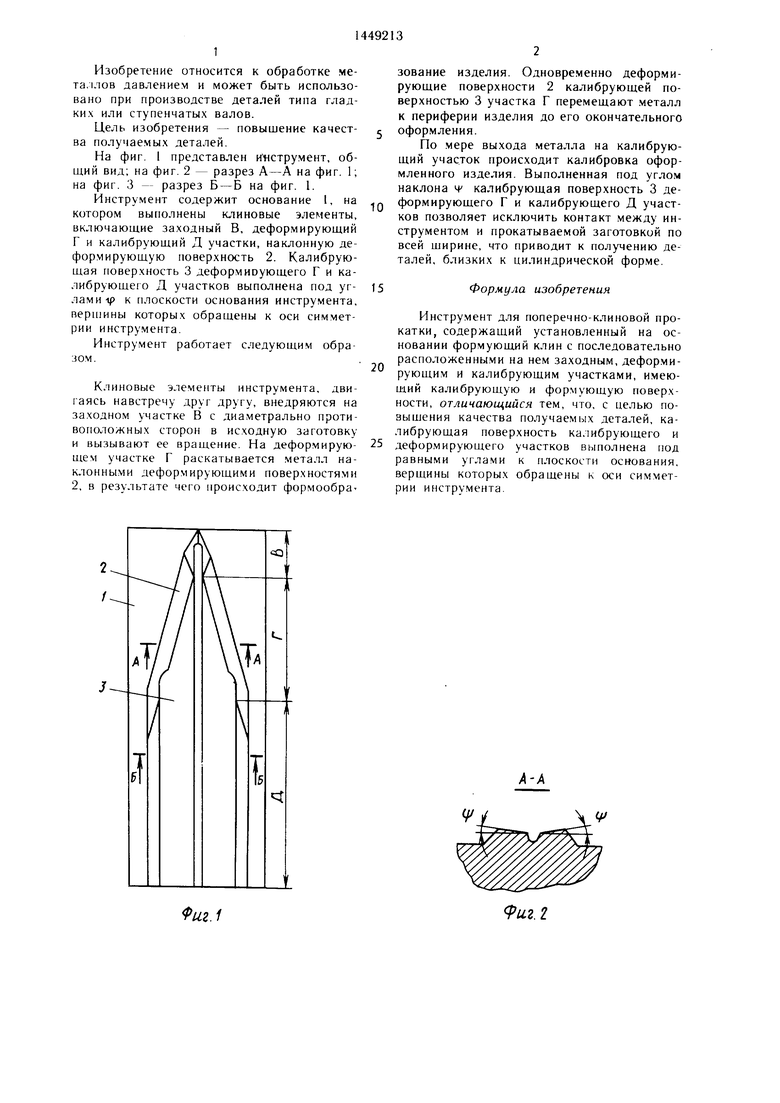
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1593766A1 |
| Инструмент для одновременной поперечноклиновой прокатки двух изделий типа ступенчатых валов | 1976 |
|
SU610594A1 |
| Инструмент для поперечно-клиновой прокатки двух изделий типа ступенчатых валиков | 1987 |
|
SU1562051A1 |
| Инструмент для поперечно-клиновой прокатки | 1974 |
|
SU489569A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU740367A1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
Из 1бретение относится к обработке металлов лав. 1е11ием, в частности к инструментам для поперечно-клиновой нрокаткн сту- ненчаты.х .И талей. Це.1ь изобретения повышение качества получаемы.х деталей. Клиновые :)Лементы инструмента внедряются в ис.ходную ;iaготовку и деформирующими поверхностями раскатывают металл заготовки на деформируюн1,ем участке. При раскатывании металла на деформирующем участке металл перемещается в зону калибрующего участка, где происходит калибровка готовой отформованной детали. Калибрующая поверхность калибрующего и деформирующего участков выполнена под равными углами к плоскости основания, си.мметричными относительно оси симметрии инструмента с вершинами, обрап1енными к оси симметрии инструмента. Такое выполнение инструмента позволяет исключить контакт между инструментом и заготовкой, что исключает эллине ность получаемой детали. 3 ил.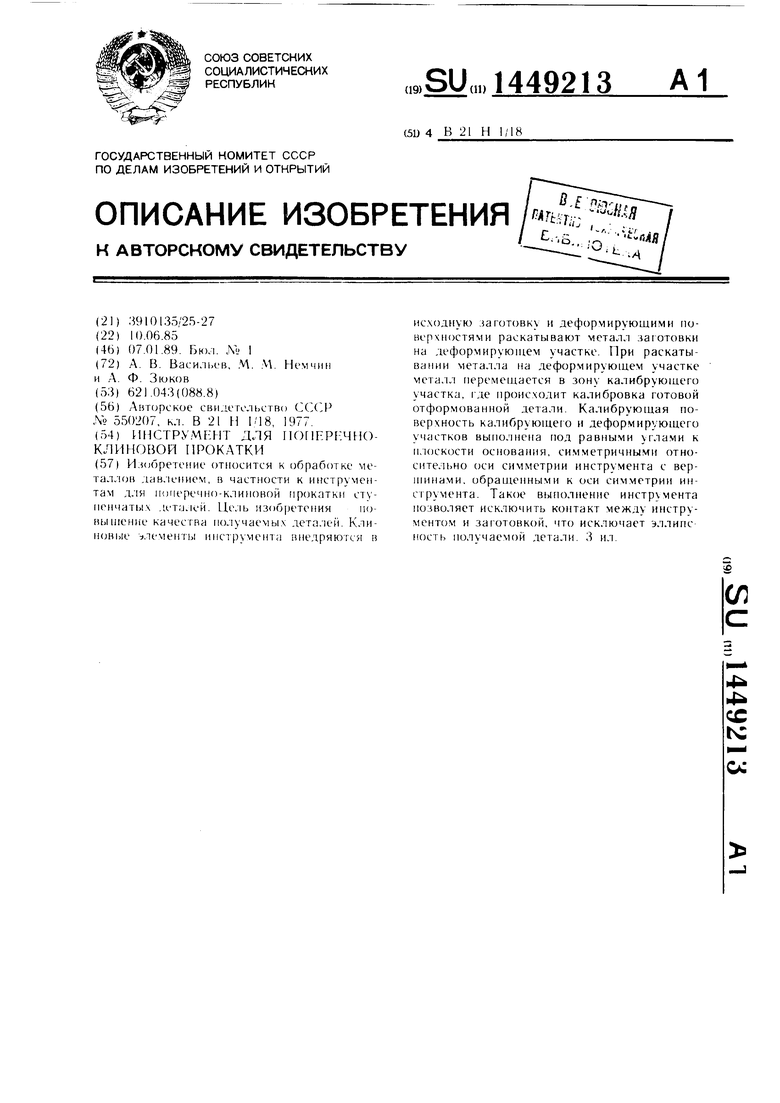
.1
иг.2
Риг.
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU550207A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
