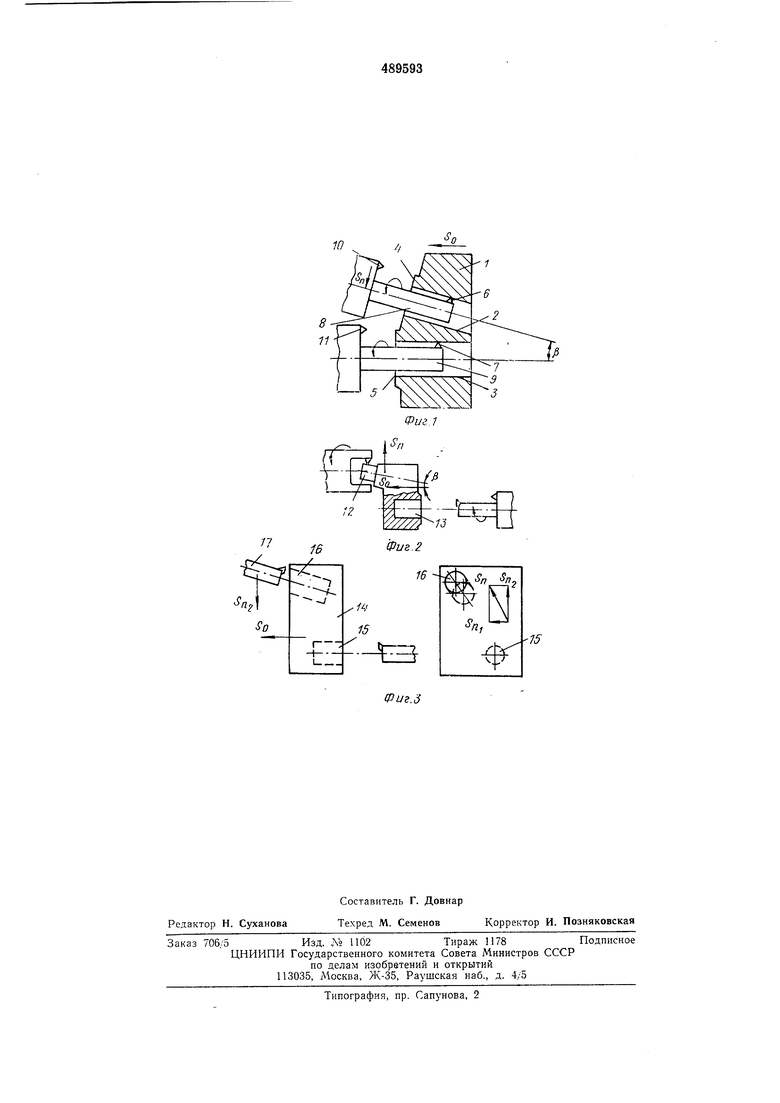
в противоположную сторону. Вследствие того, что результирующая подача детали относительно инструмента направлена под углом р к продо.тьной подаче, ось отверстия 2 займет требуемое положение.
Направление подачп Sn может быть и другим, например перпендикулярным к направлению So. В это1М случае необходимо, чтобы
5«-5,.tgp(2)
По окончании растачивания отверстий выключают подачи So и 5п, деталь 1 останавливается. Сообщив резцам 10 и И радиальную подачу относительно оправОК 8 и 9, подрезают торцы 4 и 5, перпендикулярные к осям вращения резцов и к осям отверстий 2 и 3.
Во время отвода детали 1 вправо по окончании обработки сообщают оси оправки 8 поперечное перемещение в обратном направлении. Скорость этого перемещения определяют, заменив в формулах (1) н (2) подачу 5о скоростью ускоренного отвода детали.
Поперечную подачу 5п оси вращения резца создают, например, перемещая щпиндельный узел, несущий оправку 8, или шпиндель (вместе с его опорами) относительно корпуса шпиндельного узла.
Если обработкл цилиндрических поверхностей выполняют последовательно (например, при обтачивании цапфы 12 деталь перемещают влево, во время же растачивания отверстия 13 - вправо, как показано на фиг. 2), то возможно осуществление предлагаемого способа путем сообщения поперечной подачи детали. В этом случае удобнее получать подачу 5п, перпендикулярную к подаче 5о с расчетом ее скорости по формуле (2).
Если оси обрабатываемых поверхностей непараллельны и лежат в непараллельных плоскостях, удобно получать поперечную подачу суММированием двух взаимно перпендикулярных подач. При этом иногда целесообразно разделять составляюпще по-дачи между деталью и инструментом.
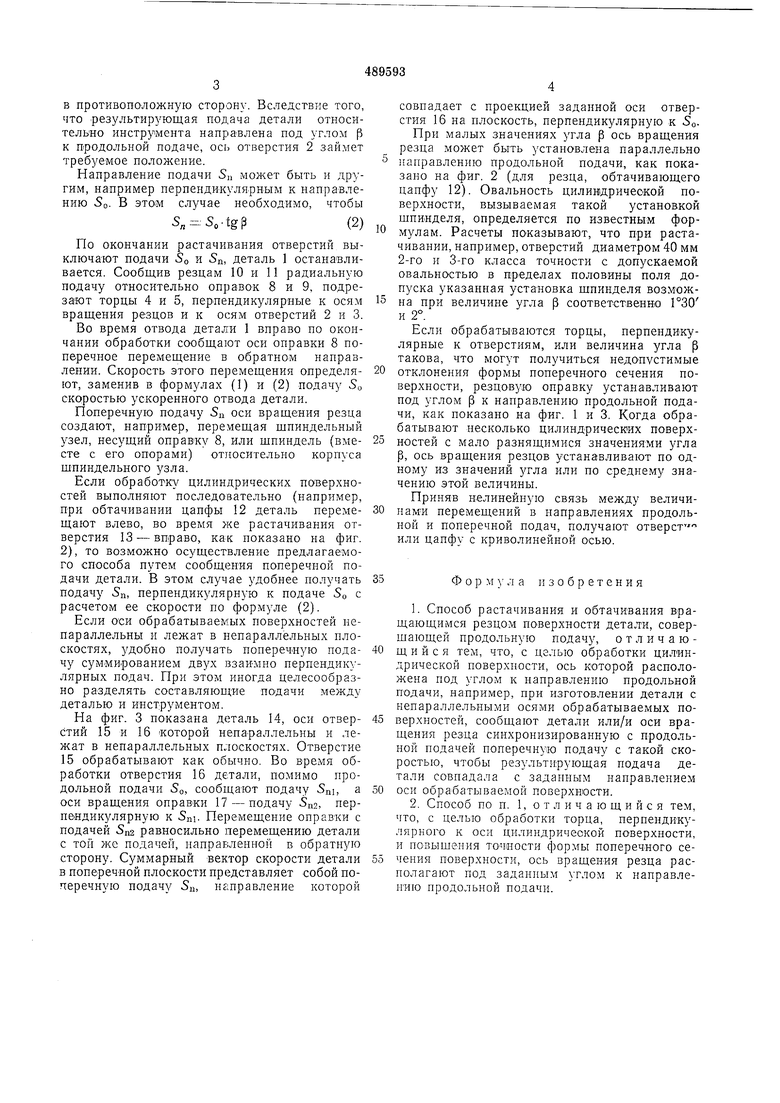
На фиг. 3 показана деталь 14, оси отверстий 15 и 16 Которой непараллельны и лежат в непараллельных плоскостях. Отверстие 15 обрабатывают как обычно. Во время обработки отверстия 16 детали, помимо нродольной подачи 5о, сообщают подачу Sni, а оси вращения оправки 17 - подачу , перпендикулярную к 5п1. Перемещение оправки с подачей 5п2 равносильно перемещению детали с той же подачей, напрар;лепной в обратную сторону. Суммарный вектор скорости детали в поперечной плоскости представляет собой поперечную подачу Sn направление которой
совпадает с проекцией заданной оси отверстия 16 на плоскость, перпендикулярную к SoПри малых значениях угла р ось вращения резца может быть установлена параллельно направлению продольной подачи, как показано на фиг. 2 (для резца, обтачивающего цапфу 12). Овальность цилиндрической поверхности, вызываемая такой установкой шпинделя, определяется по известным формулам. Расчеты показывают, что при растачивании, например, отверстий диаметром 40 мм 2-го и 3-го класса точности с допускаемой овальностью в пределах половины поля допуска указанная установка шпинделя возможна при величине угла р соответственно 1°30 и 2°.
Если обрабатываются торцы, перпендикулярные к отверстиям, или величина угла р такова, что могут получиться недонустимые
отклонения формы поперечного сечения поверхности, резцовую оправку устанавливают под углом р к направлению продольной подачи, как показано на фиг. 1 и 3. Когда обрабатывают несколько цилиндрических поверхностей с мало разнящимися значениями угла р, ось вращения резцов устанавливают по одному из значений угла или по среднему значению этой величины.
Приняв нелинейную связь между величинами перемещений в направлениях продольной и поперечной подач, получают отверст или цапфу с криволинейной осью.
Формула изобретения
1.Способ растачивания и обтачивания вращающимся резцом поверхности детали, совершающей продольную подачу, отличающ и и с я тем, что, с целью обработки цилиндрической поверхности, ось которой расположена под углом к направлению продольной подачи, например, при изготовлении детали с непараллельными осями обрабатываемых поверхностей, сообщают детали или/и оси вращения резца синхронизированную с продольной подачей поперечную подачу с такой скоростью, чтобы результирующая подача детали совпадала с заданным направлением
оси обрабатываемой поверхности.
2.Способ по п. 1, отличающийся тем, что, с целью обработки торца, перпендикулярного к оси цилиндрической поверхности, и повышения то-чеости формы поперечного сечения поверхности, ось вращения резца располагают под заданным углом к направлению продольной подачи.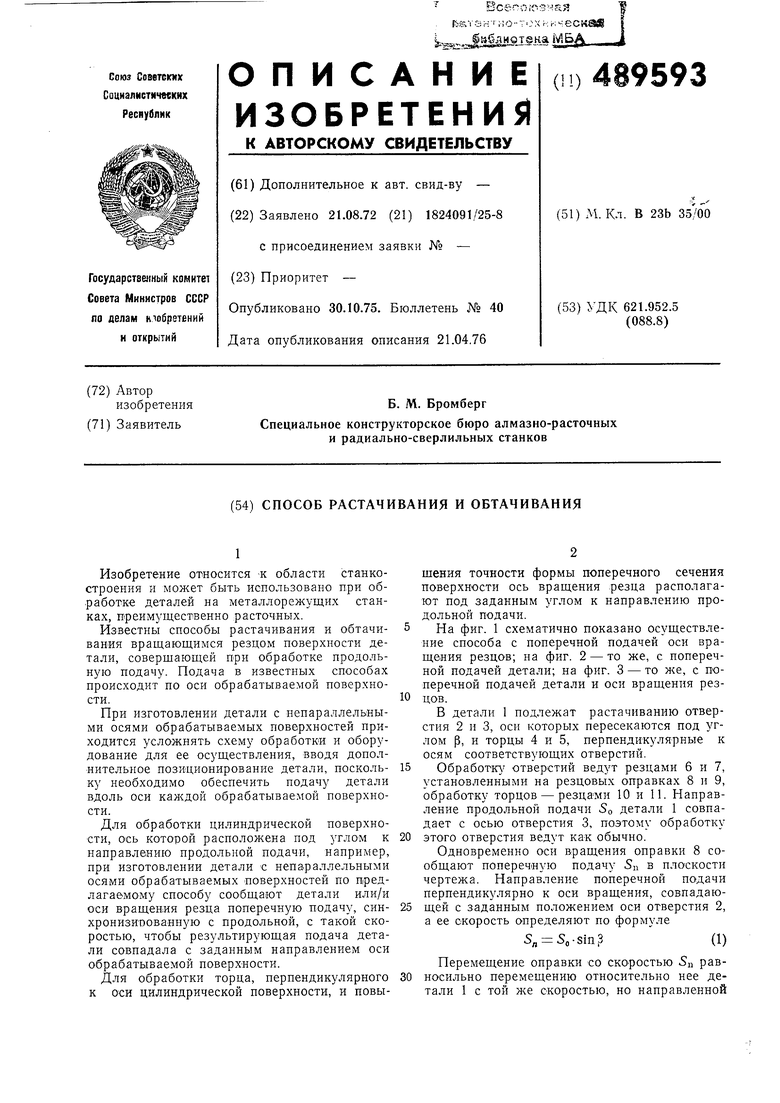
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОНКОГО РАСТАЧИВАНИЯ НОМИНАЛЬНО СООСНЫХ ОТВЕРСТИЙ С ПОДРЕЗКОЙ ТОРЦА | 1973 |
|
SU378303A1 |
| Способ расточки глубоких отверстий | 1975 |
|
SU588708A1 |
| Способ обработки фасонной поверхности камеры сгорания поршня цилиндра и устройство для его осуществления | 1980 |
|
SU975211A1 |
| СПОСОБ РАСТАЧИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2481923C2 |
| Способ тонкого растачивания | 1975 |
|
SU557878A1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| Алмазно-расточной станок | 1976 |
|
SU654357A2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| Расточная оправка | 1986 |
|
SU1414514A1 |