1
Изобретение относится к области обработки металлов давлением.
Известные устройства для отбортовки деталей, содержащие стапипу с размещенными на ней приводным гибочным валком, а также опорным и прижимным механизмом, не обеспечивает требуемого качества из-за недогибки углов и возникновения задиров на кромке.
С целью устранения указанных недостатков на поверхности гибочного валка предлагаемого устройства выполнен клиновидный выступ, рабочий профиль которого образован одной цилиндрической и двумя сходящимися разнонаправленными спиральными поверхностями.
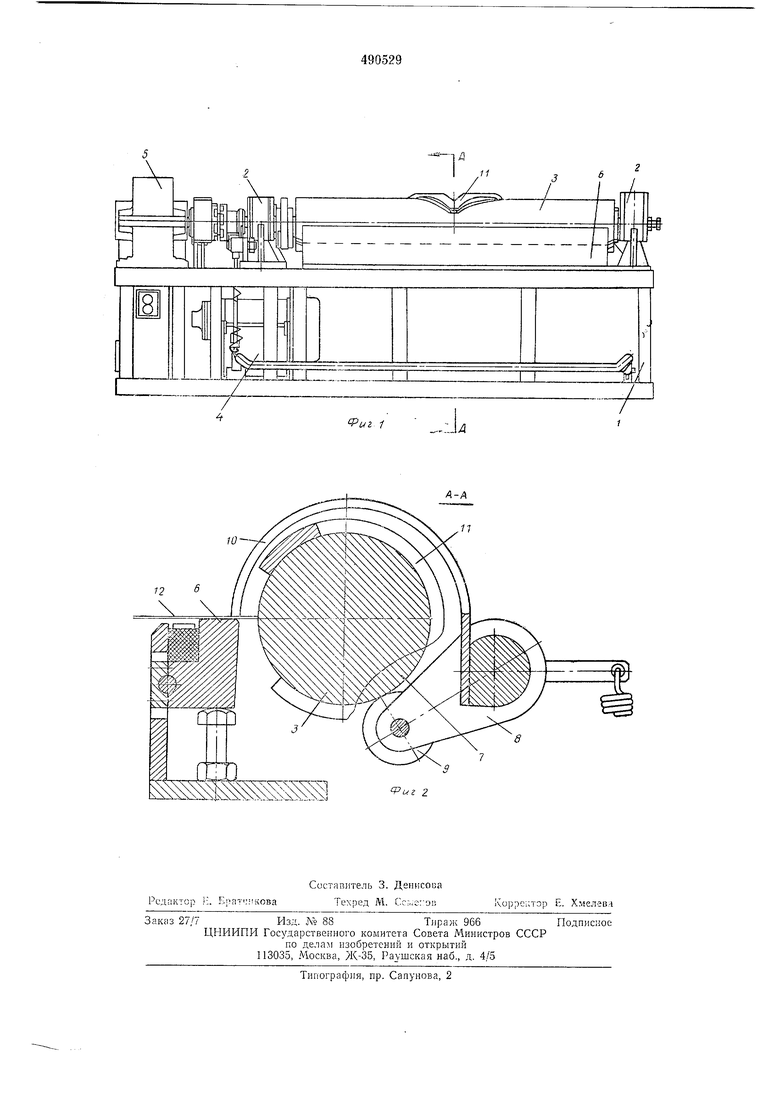
На фиг. 1 изображен общий вид предложенного устройства; на фиг. 2 - разрез по А-А на фиг. 1.
Устройство содержит станину 1, на которой в опорах 2 смонтирован рабочий валок 3, приводимый во вращение электродвигателем 4 через клиноременную передачу и редуктор 5. На станине 1 установлена опорная планка 6. На рабочем валке 3 закреплен кулак 7, связанный рычагом 8 и роликом 9 с набором подпружиненных прижимов 10. На рабочем валке 3 имеется клиновидный выступ 11, выполненный в виде двусторонней спирали.
Устройство работает следующим образом.
Воздуховод 12 устанавливают таким образом, что отбортовываемая кромка располагается на опорной планке 6. При включении привода приводится во вращение рабочий валок 3. Кулак 7 взаимодействует с роликом 9, поворачивая прижимы 10. При дальнейшем вращении валка 3 клиновидный выступ 11 приходит в соприкосновение с отбортовываемои кромкой воздуховода 12, отбортовывая ее от
середины к краям. После того, как кромка будет отогнута, привод выключают, прулсины отводят прижимы в исходное положение, а обрабатываемую деталь каптуют на 90° устройством для установки и кантования воздуховода (на чертеже не показано).
Предмет изобретения
Устройство для отбортовки деталей с взаимно перпендикулярными кромками, содержащее станину с размещенными на ней приводным гибочным валком, а также опорным и прижимным механизмами, отличающееся тем, что, с целью повышения качества при отбортовке преимущественно труб прямоугольного сечения, на поверхности гибочного валка выполнен клиновидный выступ, рабочий профиль которого образован одной цилиндрической и двумя сходящимися разнонаправленными спиральными поверхностями.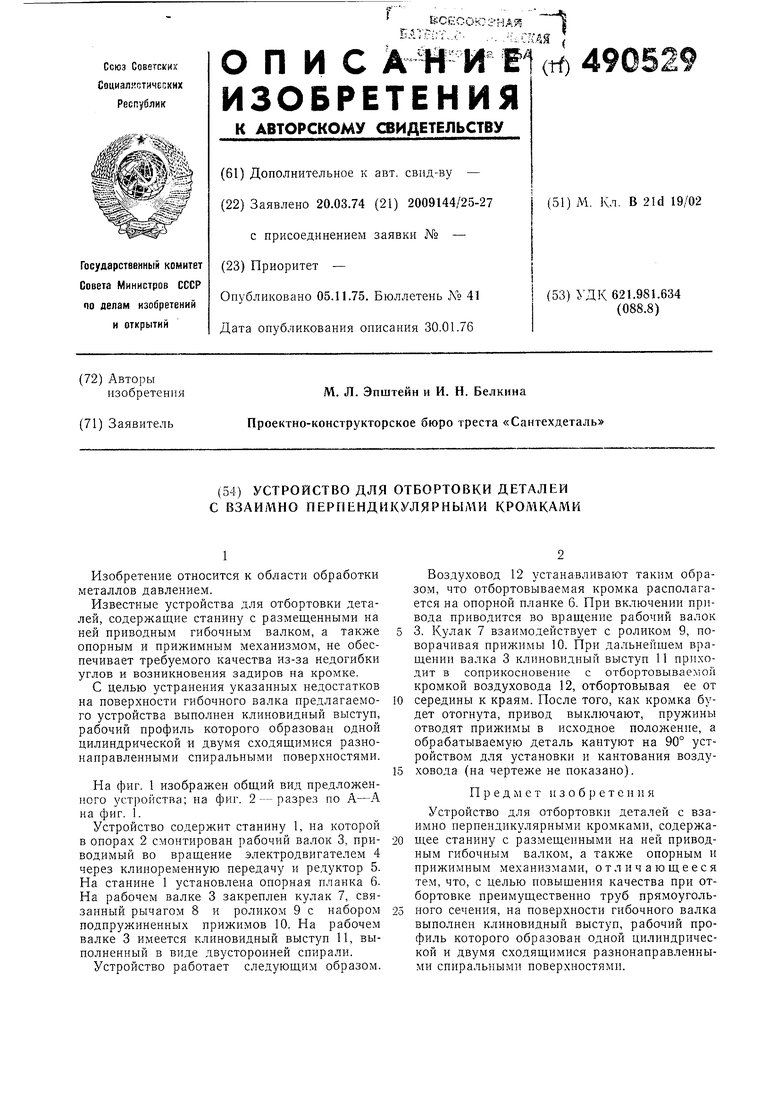
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Листогибочная валковая машина | 1987 |
|
SU1523213A1 |
| БОРТОГИБОЧНЫЙ И/ИЛИ КРОМКОЗАКАТОЧНЫЙ СТАНОК И СПОСОБ ЕГО РАБОТЫ (ВАРИАНТЫ) | 1999 |
|
RU2233724C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ИЗ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2006 |
|
RU2336965C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК НА ВАЛКОВЫХ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2002 |
|
RU2222403C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| Прокатная клеть для прокатки клиновидных профилей | 1979 |
|
SU839106A1 |
| Валковый станок для гибки конических обечаек | 1983 |
|
SU1152683A1 |
| Установка для изготовления деталей скобообразной формы | 1977 |
|
SU689759A1 |
fuz 2
