1
Изобретение относится к инструментам для обработки металлов давлением.
Известен штамп для выдавливания полостей в заготовках, содержащий смонтированные иа верхней и нижней плитах пуансонодержатели с пуансонами, а также револьверный диск с отверстиями для подачи и формования заготовок.
Однако такой штамп требует длительной переналадки для штамповки изделий другого типоразмера.
С целью устранения указанного недостатка в предлагаемом штампе пуансонодержатель верхней плиты выполнен в виде закрепленного на ползуне поворотного держателя с разновысотными гнездами для пуансонов с плоскими торцами, а в пуансонодержателе нижней плиты установлены в ряд на одном уровне по высоте прошивные пуансоны различных типоразмеров, с которыми согласованы отверстия револьверного диска.
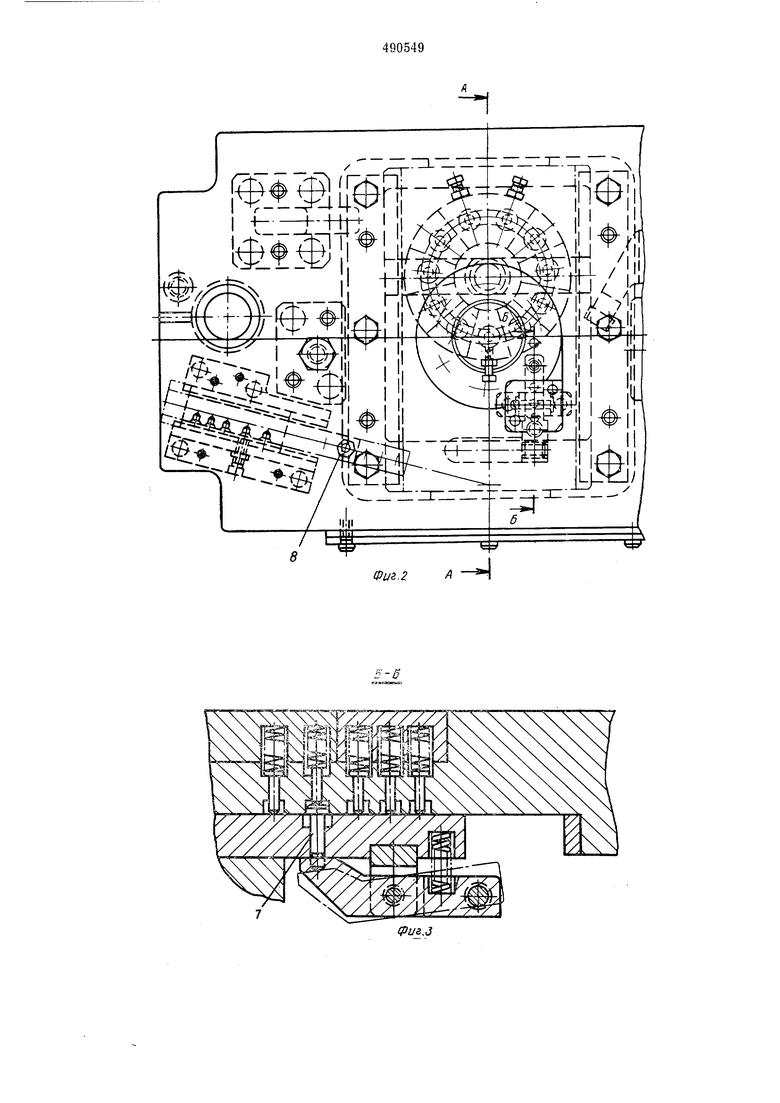
На фиг. 1 изображен предложенный штамп (разрез по А-А на фиг. 2); на фиг. 2 - тоже, вид в плане; на фиг. 3 - разрез по Б-Б на фиг. 2.
На верхней плите 1 в направляюш,их планках 2 находится регулируемая ползушка 3. С помощью оси 4 к ползушке крепится поворотный держатель 5 с разновысотными гнездами для нажимного пуансона 6. Иолзушка
может фиксироваться в пяти положениях с помощью пальца 7. Штамп снабжен удалителем изделий 8 из револьверного диска 9. На нижней плите 10 установлены пуансонодержатель с пятью прошивными пуансонами 11, съемник 12 и револьверный диск.
Поворотный держатель с нажимным пуансоном устанавливается в положение для определенных длины и диаметра заготовки изделия и фиксируется пальцем; соответственно устанавливается в нужное положение удалитель изделий из револьверного диска. Револьверный диск берут с определенными отверстиями, служащими также матрицами. Когда все рабочие части установлены в нужное положение, штамп готов к работе. В диск, в отверстие, служащее матрицей, вставляют заготовку, например, винта, которая имеет цилиндрическое отверстие на одном торце. Заготовку вставляют отверстием вниз. При ходе ползуна вниз диск поворачивается на один шаг, и заготовка изделия попадает в рабочую зону штампа, при дальнейшем движении ползуна вниз диск останавливается, и нажимной пуансон 6 действует на заготовку винта, перемещая ее вниз по вертикали, насаживает на прошивной пуансон, цилиндрическое отверстие принимает форму шестигранного прошивного пуансона. При ходе ползуна
вверх съемник снимает изделие с прошивного пуансона, возвращая изделие в первоначальное положение в диске. При следуюндем ходе ползуна вниз диск снова поворачивается на один шаг и уносит винт (изделие) нз рабочей зоны, а следуюш,ая заготовка устанавливается в рабочее положение, и цикл повторяется. В дальнейшем винт (изделие) переносится диском в зону удаления, где удалитель выталкивает его из диска на склиз или в отверстие подштамповой плиты пресса. При изменении только длины изделия поворотный держатель врашают вокруг оси и устанавливают в нужное ноложение. Если меняется и диаметр изделия, то поворотный держатель, закрепленный на ползушке, перемегцают еще и в горизонтальной плоскости. ,
Предмет изобретения
Штамп для выдавливания полостей в заготовках, содержащнй смонтированные на
верхней и нижней плитах пуансонодержателн с пуансонами, а также револьверный диск с отверстиями для подачи и формования заготовок, отличающийся тем, что, с целью уменьшеиия переналадок, пуапсоиодержатель
верхней плиты выполнен в виде закрепленного на ползуне поворотного элемента с разновысотиыми гнездами для размещения пуансонов, а в пуансонодержателе нижней плиты установлены в ряд на одном уровне по высоте прошивные иуансоиы различных типоразмеров, с которыми согласованы отверстия револьверного диска.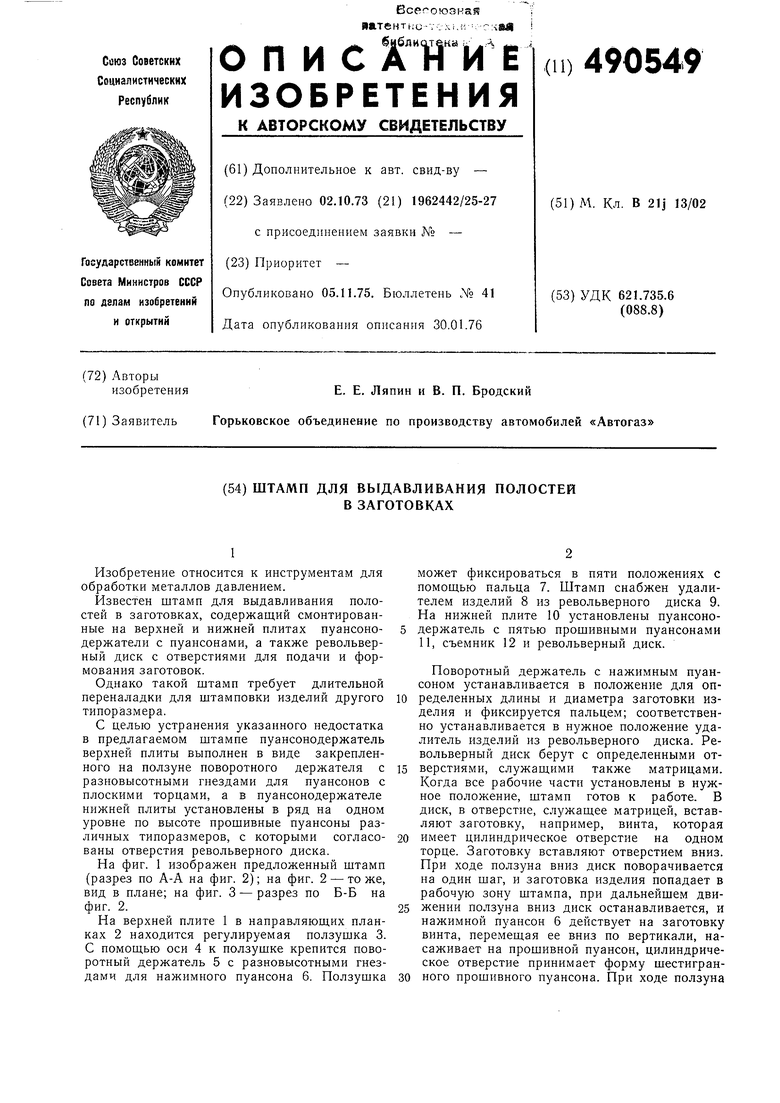

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Пробивной револьверный пресс | 1989 |
|
SU1750802A1 |
| Штамп-автомат для выдавливания пустотелых деталей на прессе | 1989 |
|
SU1669620A1 |
| Штамп для обработки листового материала | 1972 |
|
SU436690A1 |
А -А
Фиг. 2
