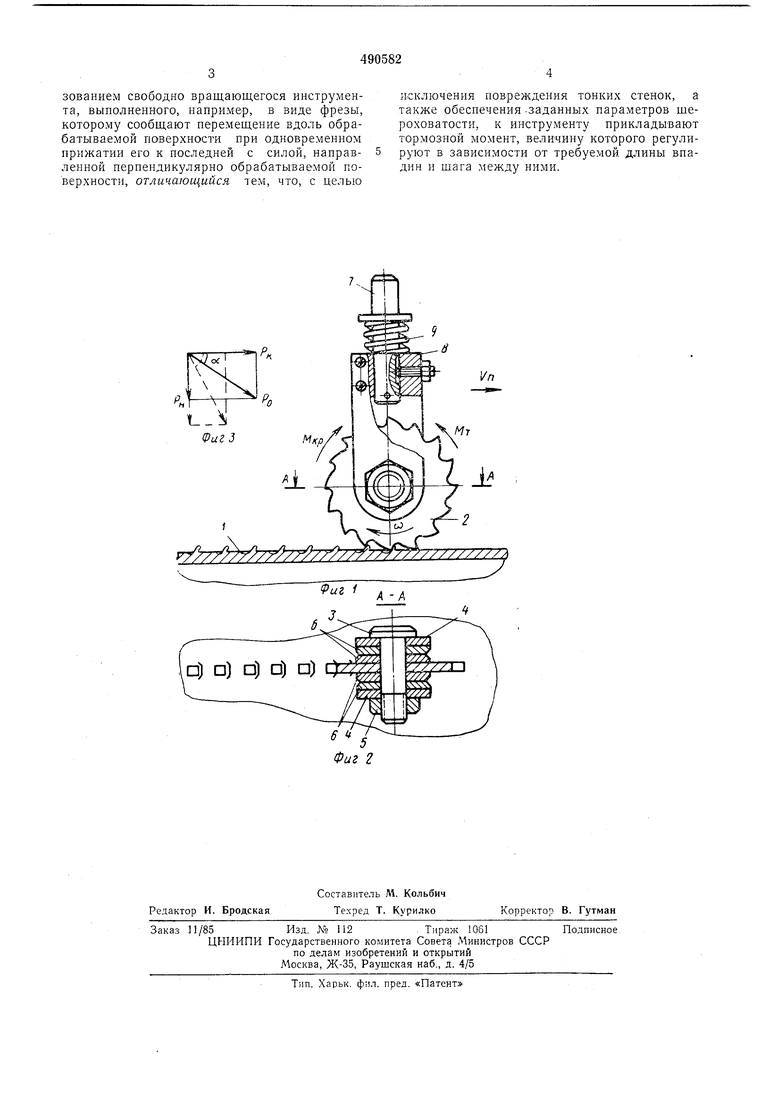
зованием свободно вращающегося инструмента, выполненного, например, в виде фрезы, которому сообщают перемещение вдоль обрабатываемой поверхности при одновременном прижатии его к последней с силой, направленной перпендикулярно обрабатываемой поверхности, отличающийся тем, что, с целью
исключения повреждения тонких стенок, а также обеспечения -заданных параметров щероховатости, к инструменту прикладывают тормозной момент, величину которого регулируют в зависимости от требуемой длины впадин и шага между ними.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки заготовок многоугольной формы с равноосным контуром | 1985 |
|
SU1291373A1 |
| Устройство для электрохимического прошивания отверстий | 1976 |
|
SU745635A1 |
| Инструмент для ультразвуковой обработки | 1979 |
|
SU772611A1 |
| Инструмент для образования контура деталей из листового материала | 1977 |
|
SU634871A1 |
| Способ чистовой обработки детали | 1989 |
|
SU1703417A1 |
| Способ обработки сферических деталей | 1987 |
|
SU1541024A1 |
| Устройство для правки и упрочнения сварных швов | 1974 |
|
SU501801A1 |
| Способ ультразвуковой электроалмазнойОбРАбОТКи | 1979 |
|
SU831483A1 |
| Инструмент для доводки отверстийМАлыХ диАМЕТРОВ | 1979 |
|
SU823088A1 |
| Способ обработки фасонных поверхностей | 1978 |
|
SU1049189A1 |
Риг i
П) П) D) D) D) ф2
А -А
