Изобретение относится к технологии машиностроения, а именно к способам обработки наружных и внутренних поверхностей деталей многоугольной формы, в частности валов и втулок некруглого соединения.
Цель изобретения - повышение точности обработки путем исключения кинематических погрешностей и искажений профиля, связанных с износом шлифовального круга.
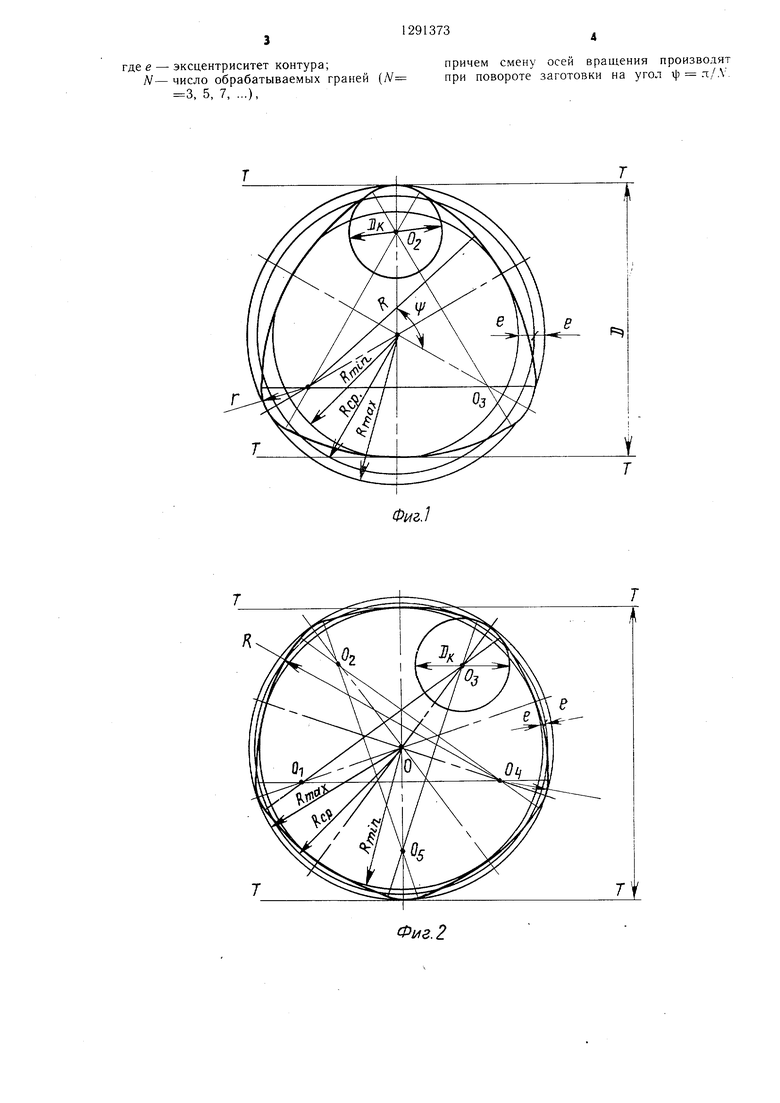
На фиг. 1 показан профиль заготовки трехгранной формы; на фиг. 2 - профиль заготовки пятигранной формы; на фиг. 3- 6 - последовательность обработки заготовки с трехгранным профилем; на фиг. 7-10- то же, для детали с пятигранным профилем.
Наружная или внутренняя поверхность профиля заготовки (фиг. 1 и 2) имеет форму многогранника с нечетным числом граней (N 3, 5, ...) и описана дугами сопряженных окружностей с радиусами г i R, проведенными из центров О|, 09, ..., Оу, образующих вершины правиль}1ого многоугольника с геометрическим центром О.
К основным характеристикам профиля относятся; D - средний диаметр (D мaкc + ) И е - эксцентриситет
(е (/ макс/ мим)/2), где И / мииННИбольший и наименыиий радиус-векторы. Такой профиль является равноосным, у которого расстояние между двумя любыми параллельными касательными Т- Т остается неизменным и равным среднему диаметру D.
Для обработки наружной поверхности профиля Можно использовать инструмент, любой формы и азмеров {остроконечный, плоский, цилиндрический), а для внутренней - цилиндрический диа.метром Оч 2г и остроконечный.
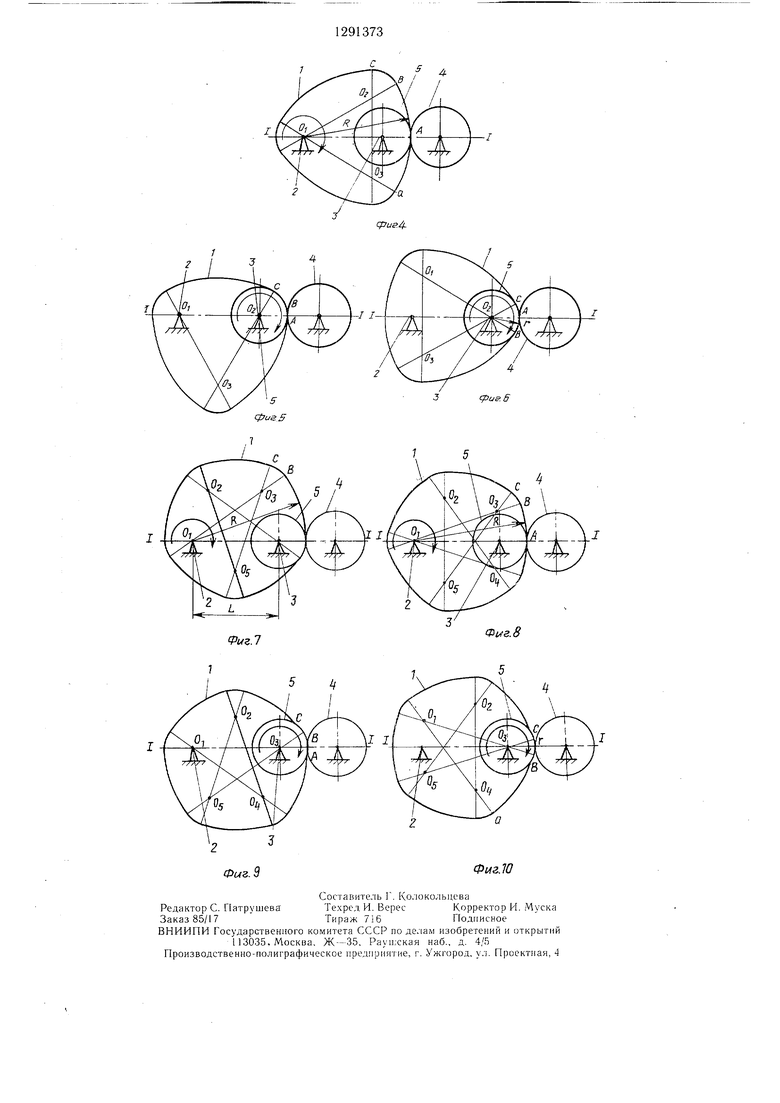
В начальном положении, когда заготовка и инструмент касаются в точке А, соответствующей текуш,ей точке а сопряжения радиусов г и К окружностей профиля (фиг. 3), центры Oi и. Оз трехгранного равноосного контура заготовки 1 совпадают с неподвижными осями 2 и 3, расг оложенными в одной плоскости I- с точкой А контакта заготовки и инструмента.
Расстояние L между осями 2 и 3 выбирают из условия:
/ : 2е созя/2Л/ 1 -cosn/2N
где е - эксцентриситет контура;
/V -число обрабатываемых граней.
При врашении заготовки 1, например по часовой стрелке, вокруг оси 2 центр О9 переменхают к неподвижной оси 3 и обрабатывают шлифовальным кругом 4 участок аЬ профиля заготовки, описанный окружностью радиуса R (фиг. 4 и 5).
После поворота заготовки на угол i|5 n/N, когда центр О2 профиля совместят с неподвижной осью 3, а точку А контакта заготовки и инструмента с точкой b профиля (фиг. 5), производят смену осей врашения
и заготовку уже враш,ают вокруг оси 3, перемещая центр Оз к оси 2 и обрабатывая участок be профиля, описанный окружностью радиуса г (фиг. 5 и 6).
Остальные участки профиля заготовки
обрабатывают в описанной последовательности до получения необходимого диаметра D. Врашение заготовки можно осуществлять также и в обратной последовательности, т. е. против часовой стрелки.
Аналогичным образом обрабатывают заготовку с пятигранным профилем. Из начального положения (фиг. 7) заготовку 1 вращают, например, вокруг оси 2 и обрабатывают участок аЬ профиля, описанный
окружностью радиуса R (фиг. 7, 8, 9). После поворота заготовки на угол .|} л/N производят смену осей вращения и вращают ее вокруг оси 3, обрабатывая участок be, описанный окружностью радиуса г (фиг. 9, 10), и т. д. в изложенной последовательности.
Обработка внутренней поверхности профиля производится шлифовальным кругом 5 с диаметр ом DK ; 2г и практически не отличается от обработки наружной поверхности.
При обработке наружных и внутренних поверхностей заготовок с равноосны.м контуром используют только одно вращательное движение, осуи.1ествляемое попеременно либо относительно оси 2 (при обработке участка профиля радиуса R), либо относительно
оси 3 (при обработке участка профиля радиуса г), в результате чего отпадает кинематическая цепь между вращением заготовки и перемещениями заготовки (инструмента) относительно инструмента (заготовки). Это позволяет полностью исключить
кинематические ногрен1ности обработки профиля. Кроме того, точка А контакта заготовки и инструмента в фоцессе обработки постоянно удерживается в плоскости I - I и ее положение не зависит от размеров инструмента и степени его износа, что также
повышает точность обработки.
Формула изобретения
Способ обработки заготовок .многоуголь- ной формы с равноосным контуром, описанным дугами сопряженных окружностей, при котором заготовку вращают вокруг оси, параллельной оси шлифовального круга, отличающийся тем, что, с целью повышения точности обработки наружных и внутренних поверхностей, заготовки осуществляют попеременно относительно одной из двух неподвижных параллельных осей, которые располагают в одной плоскости с осью шлифовального круга и точкой контакта последнего с деталью, а расстояние L между осями выбирают из условия
, 2е со5я/2Л
Г ;-созл72Л
где е - эксцентриситет контура;
N- число обрабатываемых граней (Л 3, 5, 7, ...),
причем смену осей вращения производят при повороте заготовки на угол л/.V.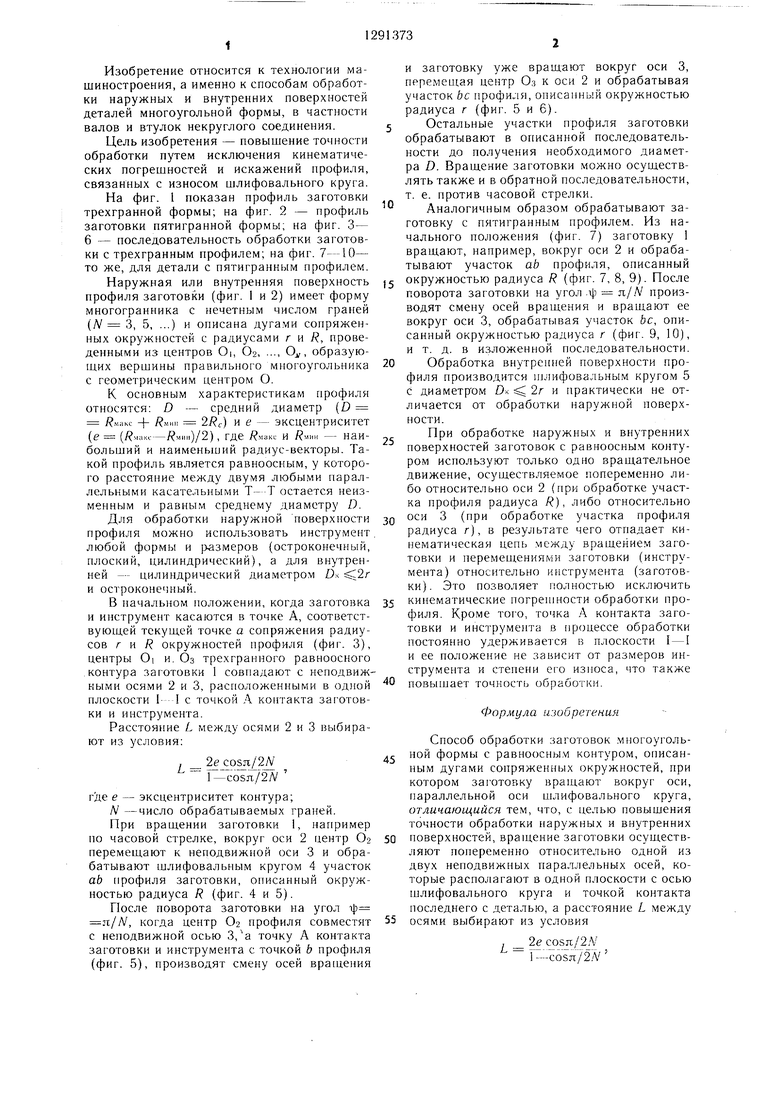
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки профильных поверхностей | 1989 |
|
SU1761445A1 |
| Способ обработки валов с профилем, типа равноосный контур | 1987 |
|
SU1599158A1 |
| Устройство для шлифования профильных валов с равноосным контуром | 1983 |
|
SU1140937A1 |
| Способ обработки профильных валов с равноосным контуром | 1986 |
|
SU1404288A1 |
| СПОСОБ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2153969C2 |
| Способ развальцовки трубчатых заготовок и устройство для его осуществления | 1985 |
|
SU1375383A1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| Способ обработки профильных поверхностей | 1990 |
|
SU1794631A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ АТРАВМАТИЧЕСКИХ ИГЛ | 1991 |
|
RU2012247C1 |
Изобретение относится к технологии машиностроения, а именно,к способам обработки наружных и внутренних поверхностей заготовок некруглых соединений, заменяющих шлицевые и шпоночные. Цель изобретения состоит в повышении точности обработки заготовок с равноосным контуром за счет исключения кинематических погрешностей и искажений, связанных с износом шлифовальных кругов. Вращение заготовки осуществляют попеременно относительно одной из двух неподвижных осей (2 или 3), которые располагают в одной плоскости -I с осями шлифовальных кругов (4 или 5) точкой А контакта заготовки и инструмента. Расстояние L между осями 2 и 3 выбирают из условия: L 2ecosn/2N : 1-cosn/2N, где е - эксцентриситет контура; N - число обрабатываемых граней (Л/ 3, 5, 7 ...). Смену осей вращения производят при повороте заготовки на угол -ф ii/N. 10 ил. to со со со (i/S
Т
Фиг. 2
сриг.4Фмг.9
Составитель Г. Колокольцева
Редактор С. ПатрушеваТехред И. ВересКорректор И. Муска
Заказ 85/17Тираж 716Подписное
ВНИИПИ Государственного комитета СССР по де. |ам изобретений и открытий
1 13035, Москва, Ж--35, Раушская наб.. д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ФигЛО
| Способ обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU651673A3 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
