Изобретение относится к машиностроению и может быть использовано в металлообрабатывающей промышленности, где требуется доводка сверхточных сферических деталей.
Цель изобретения - повышение качества доводки сферических деталей с отверстиями, соизмеримыми с диаметром сферы.
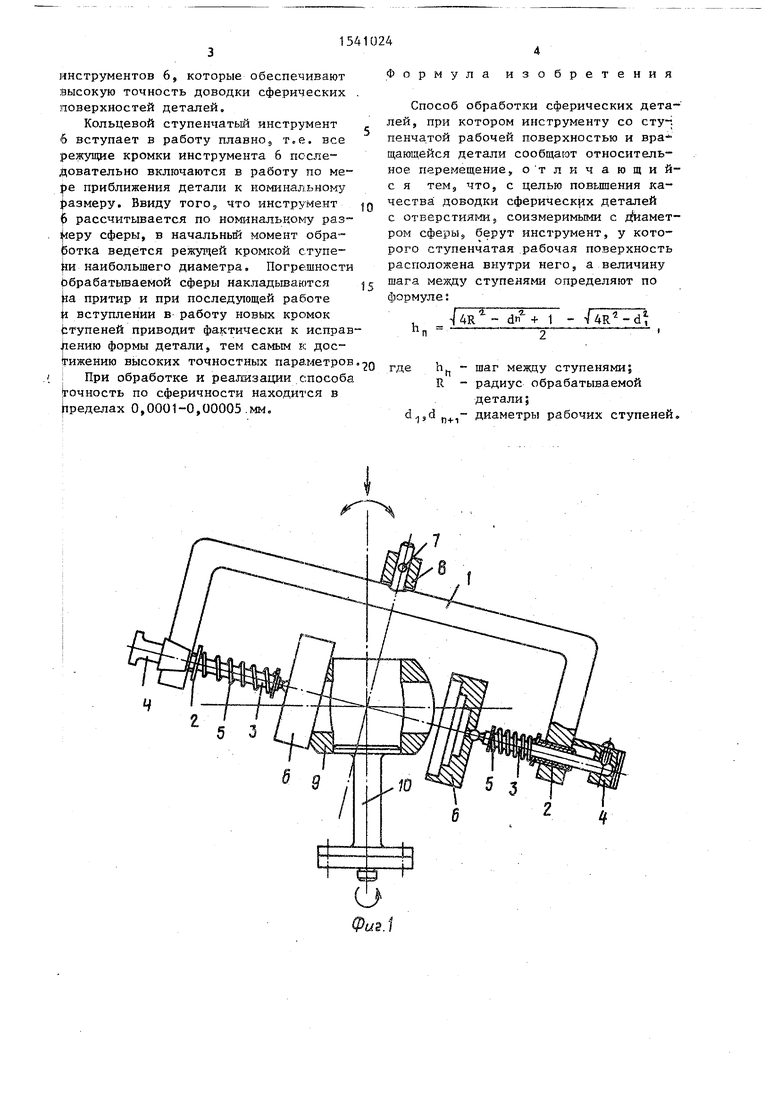
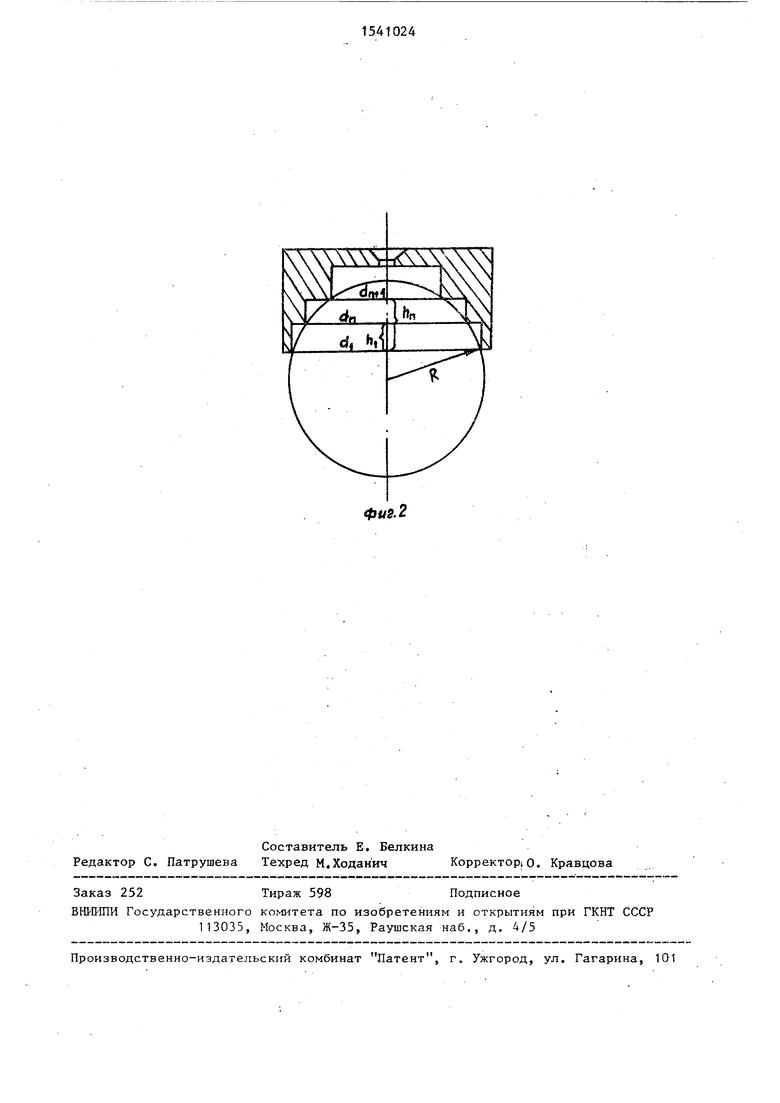
На фиг. 1 представлена схема устройства , иллюстрирующего предлагаемый способ; на фиг. 2 - схема доводки.
Устройство состоит из качающегося кронштейна 1, имеющего две резьбовые втулки 2 с вставленными в них шарнирными штоками 3, двух фиксаторов 4 и цилиндрических пружин 5 и ступенчатых инструментов 6.
Устройство крепится винтом 7 к рычагу 8 кривошипно-шатунного механизма сферодоводочного станка. Обрабатываемая деталь 9 закрепляется на оправке 10, установленной во вращающемся шпинделе доводочного станка.
Обработку ведут двумя многоступенчатыми инструментами 6, прижимаемыми к обрабатываемой детали 9 с помощью . подвижных шарнирных штоков 3,давление которых на инструменты 6 осуществля - ется за счет цилиндрических пружин 5, имеющих регулировку давления посред ством резьбовых втулок 2, закрепленных на плечах кронштейна 1, совершающего возвратно-поступательные кача- тельные движения, а фиксацию шарнирных ШТОКОЕ 3 при съеме и промывке инструментов 6 производят фиксаторами 4 за счет поворота их на 90°, причем при данной -схеме обработки соблюдается главное условие доводки: ось вращения инструмента 6 должна проходить через центр сферы, а центр сферы должен совпадать с осью качания инструментов 6.
В предлагаемой схеме использован принцип регулируемого удельного давления за счет увеличения числа контактных поверхностей многоступенчатых
инструментов 6, которые обеспечивают высокую точность доводки сферических поверхностей деталей.
Кольцевой ступенчатый инструмент 6 вступает в работу плавно8 т.е. все режущие кромки инструмента 6 последовательно включаются в работу по мере приближения детали к номинальному размеру. Ввиду тогоэ что инструмент 6 рассчитывается по номинальному раз- йеру сферы, в начальный момент обра- ротка ведется режущей кромкой ступе- и наибольшего диаметра. Погрешности Обрабатываемой сферы накладываются а притир и при последующей работе И вступлении в работу новых кромок Ьтупеней приводит фактически к исправ .рению формы детали, тем самым к достижению высоких точностных параметров
При обработке и реализации способа точность по сферичности находится в Пределах 0,0001-0,00005 мм.
Формула изобретения
Способ обработки сферических деталей, при котором инструменту со сту-. пенчатой рабочей поверхностью и вра щаюиейся детали сообщают относительное перемещение, отличающий- с я тем, что, с целью повышения качества доводки сферических деталей с отверстиями э соизмеримыми с д иамет- ром сферы9 берут инструмент, у которого ступенчатая рабочая поверхность расположена внутри него, а величину шага между ступенями определяют по формуле:
|4R dn% 1 -
hp .
где h - шаг между ступенями; R - радиус обрабатываемой
детали; d19dn+1 диаметры рабочих ступеней,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки сферических поверхностей | 1988 |
|
SU1502271A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДОВОДКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2320468C2 |
| Устройство для крепления инструмента | 1991 |
|
SU1816541A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Устройство для притирки сферических поверхностей | 1986 |
|
SU1404283A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Способ ленточного шлифования внутренних сферических поверхностей изделий и устройство для его реализации | 1989 |
|
SU1743817A1 |
| ГИБКИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2012 |
|
RU2524455C2 |
| Устройство для поверхностно-упрочняющей обработки | 1991 |
|
SU1794634A1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
Изобретение относится к машиностроению и может быть использовано в металлообрабатывающей промышленности, где требуется доводка сверхточных сферических деталей. Цель - повышение качества доводки сферических деталей с отверстиями, соизмеримыми с диаметром сферы. Способ осуществляют кольцевым инструментом с внутренней ступенчатой рабочей поверхностью. Инструменту и детали сообщают относительное рабочее перемещение. Величину шага между ступенями определяют в зависимости от диаметра рабочей ступени и радиуса обрабатываемой детали. 2 ил.
ФИ2.2
| Способ обработки оптических деталей | 1982 |
|
SU1039697A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
