(54) МЕХАНИЗМ ПОДАЧИ. НАВИВОЧНОГО МАТЕРИ- ЦАv Ф
К УСТРОЙСТВУ : ДЛЯ ГОРЯЧЕЙ НАВИВКИ Ш Ь х 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пружин | 1986 |
|
SU1359047A1 |
| Устройство для изготовления пружин | 1988 |
|
SU1563821A2 |
| Устройство подачи навивочного материала к станку для горячей навивки пружин | 1985 |
|
SU1299687A1 |
| Станок для горячей навивки пружин кручения | 1987 |
|
SU1454556A2 |
| Устройство для навивки пружин | 1978 |
|
SU825245A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Станок для горячей навивки пружин | 1990 |
|
SU1726098A2 |
| Автомат навивки многорядных спиралей из капиллярных труб | 1987 |
|
SU1555018A1 |
| АВТОМАТ ДЛЯ ГОРЯЧЕЙ НАВИВКИ ПРУЖИН | 1967 |
|
SU202062A1 |
| Автомат для навивки пружин | 1979 |
|
SU860922A1 |

Предлагаемое изобретение относится к устройствcu для горячей навивки пружин, преимущественно для изготовления витых шпинделей хлопкоуборочных машин из пыльчатой ленты.
Известен механизм подачи навивоч ного материала к устройству для навивки пружин, выполненный в виде подвижной каретки с зажимными элементами и с приводом подачи с силовым цилиндром. Силовой цилиндр служит для заправки конца навивочного материала в прорезь оправки. В процессе навивки пружины навивочный материал протягивается оправкой. В известном устройстве за время съема готовой пружины и обратного ходасилового цилиндра подачи навивочный материал не двигается. В устройстве для горячей навивки между оправкой и механизмом подачи располагается печь нагрева навивочного материала. Во время отрезки навивочного материала и съема навитого изделия конец навивочного материала, расположенный между оправкой и нагревательным устройством, охлг1ждается. Это охлаждение особенно интенсивно при изготовлеНИИ витых шпинделей хлопкоуборочных
Машин из пильчатой ленты, ев тотацина составляет 1,6-2,0 MM40J .
Недостатком известного устройства является то что при даправке охлажденного конца навивочного материала в прорезь оправки охлажденный конец навивочного материала не получает требуемой твердости, что ухудшает качество пружины, кроме
0 того, участок пружины, навитый из холодного участка материала, получается увеличенным в диаметре, что также ведет к браку. Если не пропустить навивочный материал че5рез прорезь опрсшки с запасом на последующую отрезку до входа нагретого участка в прорезь,это приведет к удлинению загнутого конца пружины, что соответственно по0высит расход материала, так как этот загнутый конец должен отрезаться у готовой пружины.
Целью предлагаемого изобретения является повышение качества и умень 5шение расхода навивочного материала, путем втягивания конца ленты в нагревательное устройство на время съема изделия с оправки и холостого возврата оправки в исходное поло0жение.
Эта цель достигается тем, что механизм для подачи навивочного материала к устройству для горячей навивки пружин снабжен двумя дополнительными силовыми цилиндрами, один из которых смонтирован на каретке с возможностью взаимодействия с верхним зажимным элементом, а а другой жестко соединен с кареткой и устанс)влен соосно с основным силовым цилиндром, причем штоки основного и дополнительного цилиндров соединены между собой.
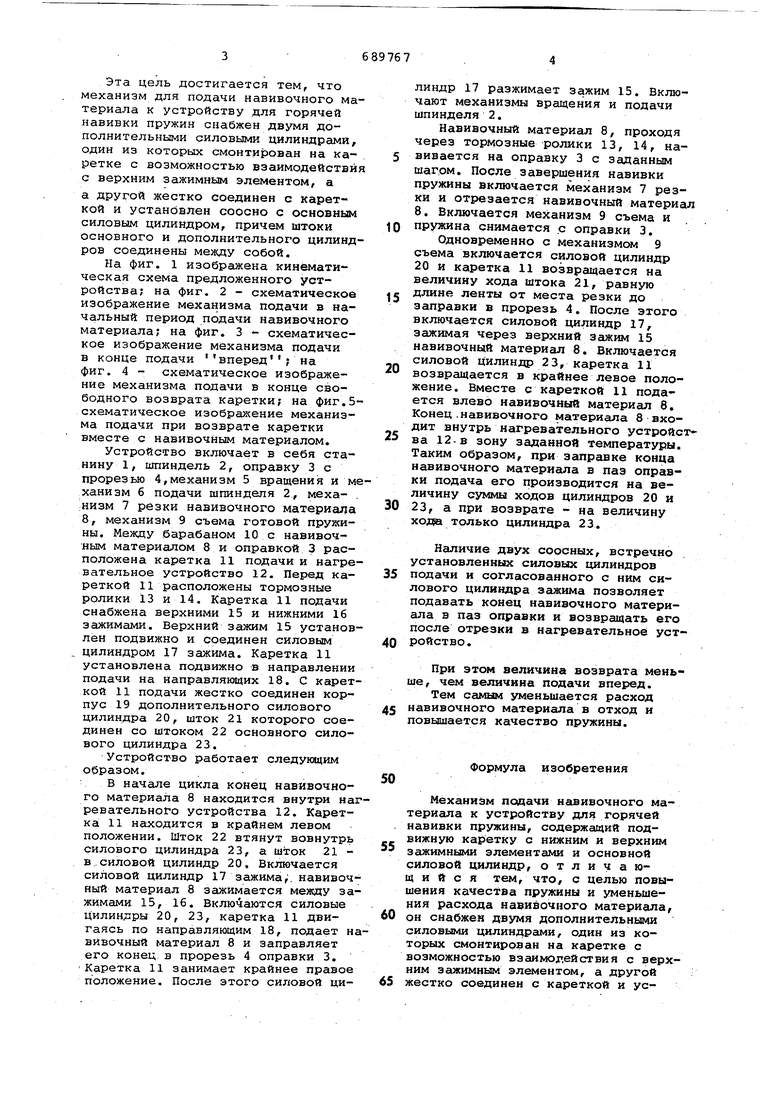
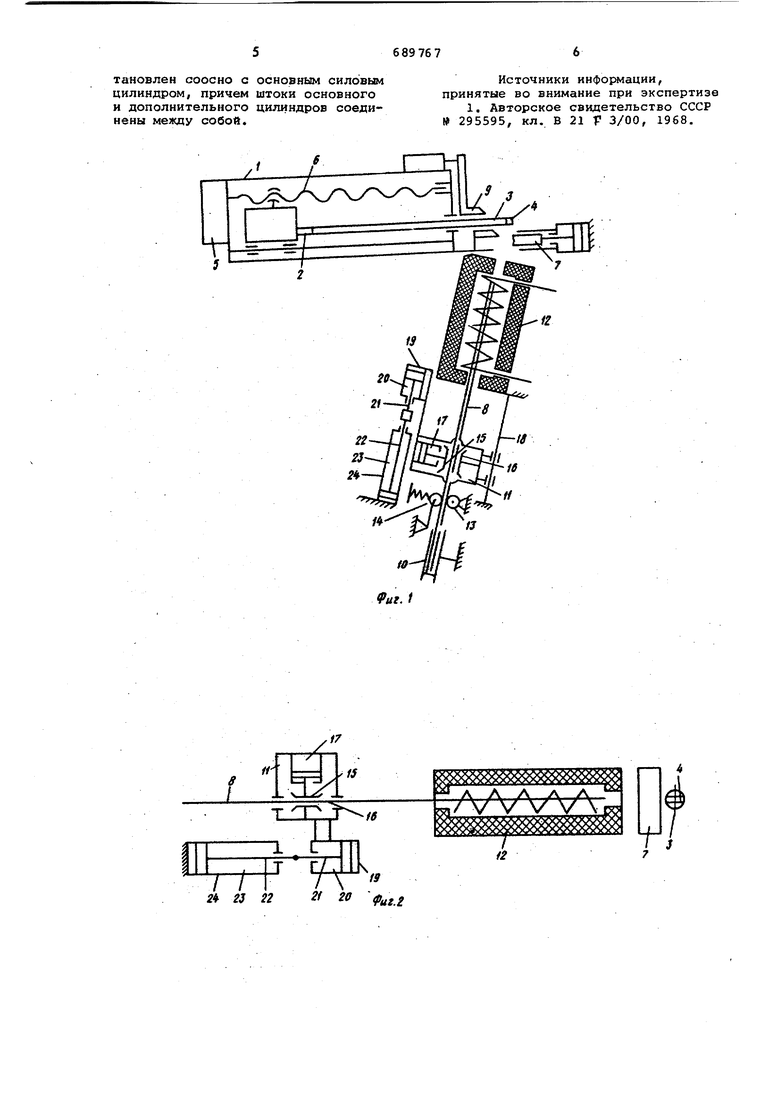
На фиг. 1 изображена кинематическая схема предложенного устройства; на фиг. 2 - схематическое изображение механизма подачи в начальный период подачи навивочного материала; на фиг. 3 - схематическое изображение механизма подачи в конце подачи вперед; на фиг. 4 - схематическое изображение механизма подачи в конце свободного возврата каретки; на фиг.5схематическое изображение механизма подачи при возврате каретки вместе с навивочным материалом.
Устройство включает в себя станину 1 , шпиндель 2, оправку 3 с прорезью 4,механизм 5 вращения и механизм 6 подачи шпинделя 2, меха- . :НИзм 7 резки навивочного материала 8, механизм 9 съема готовой пружины. Между барабаном 10 с навивочным материалом 8 и оправкой 3 расположена каретка 11 подачи и нагревательное устройство 12. Перед кареткой 11 расположены тормозные ролики 13 и 14. Каретка 11 подачи снабжена верхними 15 и нижними 16 зажимами. Верхний зажим 15 установлен подвижно и соединен силовым цилиндром 17 зажима. Каретка 11 установлена подвижно в направлении подачи на направляющих 18. С кареткой 11 подачи жестко соединен корпус 19 дополнительного силового цилиндра 20, шток 21 которого соединен со штоком 22 основного силового цилиндра 23.
Устройство работает следукяцим образом.
В начале цикла конец навивочного материала 8 находится внутри наревательного устройства 12. Каретка 11 находится в крайнем левом положении. Шток 22 втянут вовнутрь силового цилиндра 23, а шток 21 в.силовой цилиндр 20. Включается силовой цилиндр 17 зажима,, навивочный материал 8 з 1жимается между зажимами 15, 16. Включаются силовые Цилиндры 20, 23, каретка 11 двигаясь по направлякадим 18, подает нвивочный материал 8 и заправляет его конец в прорезь 4 оправки 3. Каретка 11 занимает крайнее правое положение. После этого силовой цилиндр 17 разжимает зажим 15. Включают механизмы вращения и подачи шпинделя 2.
Навивочный материал 8, проходя через тормозные ролики 13, 14, навивается на оправку 3 с заданным шагом. После завершения навивки пружины включается механизм 7 резки и отрезается навивочный материал 8. Включается механизм 9 съема и
0 пружина снимается с оправки 3.
Одновременно с механизмом 9 съема включается силовой цилиндр 20 и каретка 11 возвращается на величину хода штока 21, равную
в длине ленты от места до
заправки в прорезь 4. После этого включается силовой цилиндр 17, зажимая через верхний зажим 15 навивочный материал 8. Включается силовой цилиндр 23, каретка 11 возвращается в крайнее левое положение. Вместе с кареткой 11 подается влево навивочный материал 8. Конец .навивочного материала 8 входит внутрь нагревательного устройст 5 ва 12-в зону заданной температуры. Таким образом, при заправке конца навивочного материала в паз оправки подача его производится на величину суммы ходов цилиндров 20 и
0 23, а при возврате - на величину XOJW только цилиндра 23.
Наличие двух соосных, встречно установленных силовых цилиндров
5 подачи и согласованного с ним силового цилиндра зажима позволяет подавать конец навивочного материала в паз оправки и возвращать его после отрезки в нагревательное устройство.
При этом величина возврата меньше, чем величина подачи вперед.
Тем самым уменьшается расход 5 навивочного материала в отход и повышается качество пружины.
Формула изобретения
Механизм подачи навивочного материала к устройству для горячей навивки пружины, содержащий подвижную каретку с нижним и верхним
зажимными элементами и основной силовой цилиндр, отличающийся тем, что, с целью повышения качества пружины и уменьшения расхода навивочного материала,
он снабжен двумя дополнительными силовыми цилиндрами, один из которых смонтирован на каретке с возможностью взаимодействия с верхним зажимиым элет ентом, а другой
жестко соединен с кареткой и установлен соосно с основным силовым цилиндром, причем штоки основного и дополнительного цилиндров соединены между собой.
rrf
2f 20
г 2J 22
Источники информации, принятые во внимание при экспертизе
/
fS
М
I/ V V V V
}
Фиг.г
2 2S 22
г/ 20 13
