1
Изобретение отноеится к устройетвам для сварки теплообменников, 1 апример элементов воздухонагревателей газовых турбин, и может быть ширско применено в области машиностроения.
Известна линия для изготовления теплообменников, содержащая связанные транснортными средствами машины для точечной контактной сварки, установленные по обе стороны от транспортного средства машины для роликовой сварки продольных и поперечных швов, поворотный стол и приемный стол для готовых изделий.
Однако суш.ествуюш,ая линия требует больших производственных плош,адей, кроме того не предусматривает правки изделия вальцовкой.
Цель изобретения -- повышение качества сварного соединения и сокраш,ение ироизводственной плош,ади.
Это достигается тем, что транспортное средство в зоне расположения машин для роликовой сварки выполнено в виде приводной тележки, иесущей поворотный стол и установленной с возможностью перемещения в одном направлении для сварки продольных швов н после поворота изделия на столе - в обратном направлении для сварки поперечных швов, при этом линия оснащена установленными в зоне расположения машин для
2
роликовой сварки иеприво.дными роликами для вальцовки поперечных швов и уста)ювлепными перед приемным столом ириводиымн роликам;, осуществляющими одновременно с транспортированием вальцовку продольных щвов издел)я.
Кроме того, иротиволежащие машины для роликовой сварки установлены с возможностью неремещения одна относительно другой.
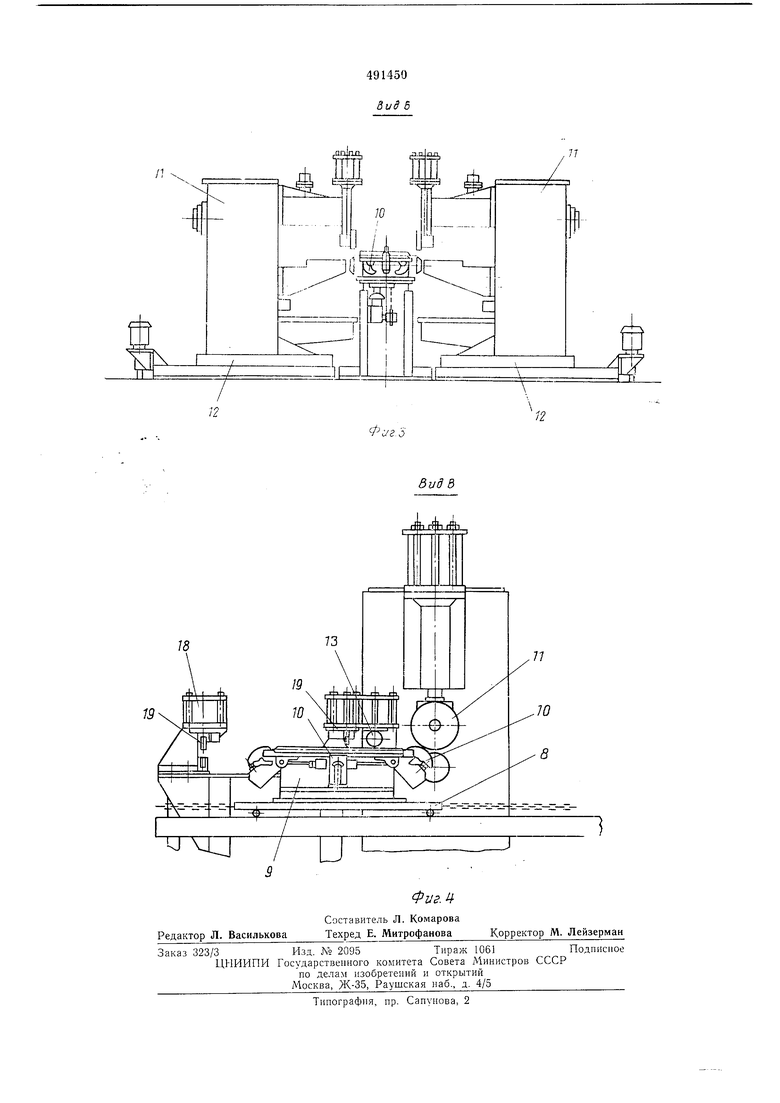
На фиг. 1 иредставлеиа предлагаемая линия, общий вид в плане; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фьг. 1; на фиг. 4 - вид по
стрелке В на фиг. 1.
Линия содерж)1т магаз1шы 1 для загрузки и выдачи гофрироваины.ч листов 2, комплектовочный стол 3 с траиснортером 4 н )iaнравляющие ролики 5.
Для нрихватки гофрированных листов 2 между собой в изделие 6 установлены две машины 7 точечной контактной сварки.
Приводная тележка 8 с иоворотным столом 9 и установлениыми на нем пневмозажимами
10 подводит изделие 6 под роликовую сварку.
Роликовую сварку осуществляют мащинами 11, установленными на ириводиых салазках 12. Вальцовку ноперечных щвов изделия после сварки производят неприводными роликами 13 блоков 14 и 15, установленных на корпусе приводных салазок 12.
Для сталкивания изделия со стола 3 установлен пневмосталкиватель 16. Для вальцовки нродольны.х швов на приемном столе 17 установлены блоки 18 приводных роликов 19.
Линия работает следующим образом.
Левый магазин 1 выдает и укладывает гофрированный лист 2 на комплектовочный стол 3, правый магазин 1 выдает гофрированный лист 2 и укладывает на первый гофрированный лист. Включается транспортер 4 и перемещает гофрированные листы 2 между направляющими роликами 5 под электроды мащин 7 точечной контактной сварки, где происходит прихватка листов собой в изделие 6.
Последующим включением трансиортера 4 происходит передача изделия 6 на иоворотный стол 9 приводной тележки 8. Изделие 6 закрепляегся на столе продольными пиевмозажимами 10, включается привод, и изделие с тележкой 8 проходит через ролики мащин 11.
Происходит сварка продольных щвов. При выходе тележки с изделием из зоны сварочных мащин 11 происходит поворот стола 9 с изделием на 90°. Два продольных пневмозажима 10 отключаются и заводятся иод стол, а поперечные зажимы 10 кренят изделие к столу.
В зто время машины 11 расходятся на заданный размер, и изделие 6 на тележке 8 обратным ходом проходит через мащины 11, происходит сварка .поперечных щвов. Одновременно изделие проходит через блоки 14- 15 непрнводных роликов 13, и происходит вальцовка поперечных щвов. По окончании
вальцовки тележка останавливается, пневмосталкиватель 16 толкает изделие 6 к блокам 18 приводпых роликов 19, изделие 6 вальцуется и сбрасывается на приемный стол 17.
Формула изобретения
1. Линия для изготовления теплообменников, преимущественно элементов воздухонагревателей газовых турбин, содержащая связанные транспортными средствами мащины для точечной контактной сварки, установленные по обе стороны от транспортного средства мащины для роликовой сварки продольных и поперечных щвов, поворотный стол и приемный стол для готовых изделий, отличающаяся тем, что, с целью повыщения качества сварного соединения и сокращения производственной площади, транспортное
средство в зоне расположения мащин для роликовой сварки выполнено в виде приводной тележки, несущей поворотный стол и установленной с возможностью перемещения в одном направлении для сварки продольных
щвов и после поворота изделия на столе - в обратном направлении для сварки поперечных щвов, при этом линия оснащена установленными в зоне расположения мащин для роликов сварки ненриводными роликами для вальцовки поперечных швов и установленными перед приемным столом приводными роликами, осуществляющими одновременно с транспортированием вальцовку продольных швов изделия.
2. Линия но п. 1, отличающаяся тем, что противолежащие мащины для роликовой сварки установлены с возможностью перемещения одна относительно другой.
-,
j

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная поточная линия для сборки и сварки изделий | 1977 |
|
SU657942A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1973 |
|
SU369992A1 |
| Устройство для сборки и сварки | 1985 |
|
SU1279697A1 |
| УСТРОЙСТВО для СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ОВАЛЬНОГО СЕЧЕНИЯ | 1972 |
|
SU327982A1 |
| Устройство для сборки и сварки кожухов вентиляторов | 1982 |
|
SU1060377A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Машина для контактной шовнойСВАРКи | 1978 |
|
SU795811A1 |
| Машина для автоматической односторонней роликовой сварки | 1950 |
|
SU96878A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |

л
s
u:.
I
491450
ВиЗ б
