1
Изобретение относится к области обработки металлов давлением.
Известно устройство для пеирерывпого нрессования изделий, содержащее контейнер, средство для подачи в контейнер заготовки с длиной, большей длины контейнера, а также установленный концентрично с заготовкой кольцевой многовитковый индуктор.
Однако в процессе прессования возникают значительные силы трения на поверхности соприкосновения прессуемой заготовки и контейнера. Наличие сил трения неблагоприятно влияет на ряд технологических параметров прессования, снижая при этом его эффективность, так как примерно 20-30% усилия установки расходуется во время прессования на преодоление трения прессуемого металла о стенки контейнера, а за счет торможепия прилегающих к контейнеру слоев прессуемой заготовки истечение последней происходит крайне неравномерно, что приводит к неравномерности механических свойств по длине и поперечному сечению пресс-изделия. Кроме того, в результате неравномерного истечения металла на поверхности пресс-изделия возможно появление трещин, а па его конце образование пресс-утяжины.
Цель изобретения - повышение производительности и качества изделий.
Это достигается тем, что в предлагаемом устройстве контейнер и индуктор имеют одинаковую длину, равную расчетной высоте «мертвой зоны прессуемой заготовки, при этом индуктор установлен на заходном торце контейнера и выполнен с увеличивающейся в направлении к торцу контейнера мощностью витков.
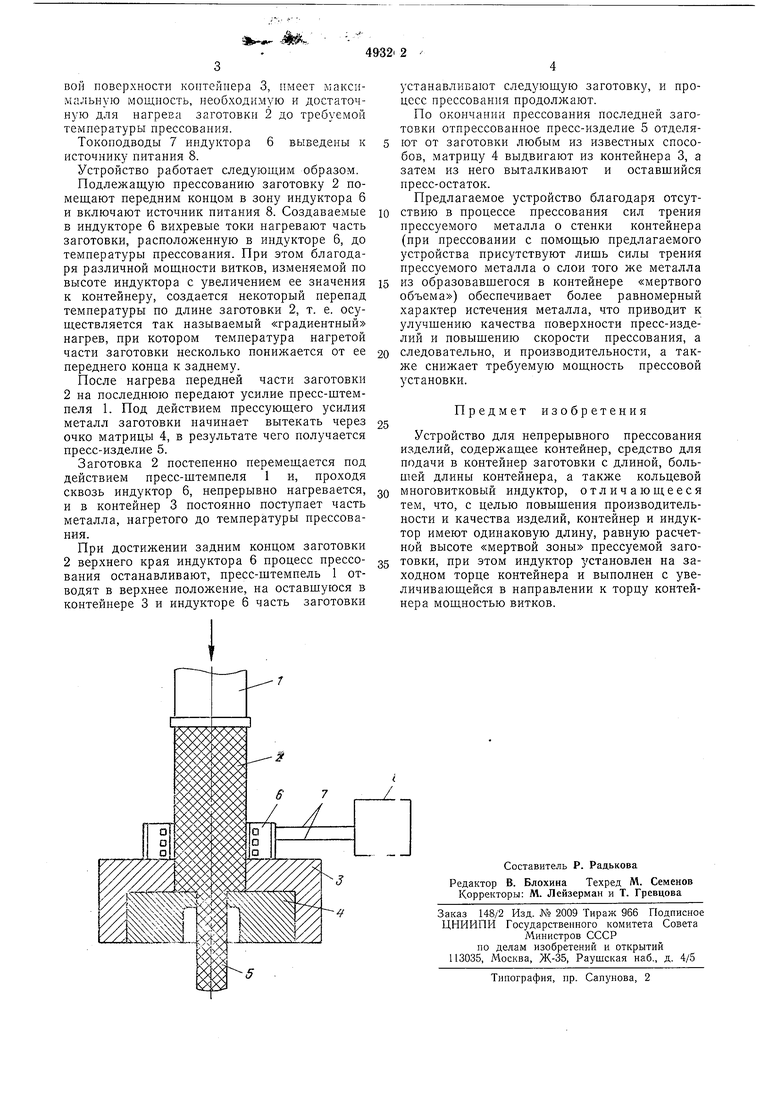
На чертеже изображено устройство для прессования изделий, например прутков, из металлов.
Устройство состоит из пресс-штемпеля 1, передающего прессующее усилие па заготовку 2, которая установлена в контейнере 3. В нижней части контейнера 3 закреплена матрица 4, через очко которой выпрессовывается изделие 5. Контейнер выполнен выступающим над матрицей 4 на высоту, равную высоте «мертвой зоны прессуемой заготовки. На тордовой поверхности контейнера 3, обращенной к пресс-штемпелю 1, смонтирован замкнутый вокруг части заготовки 3 многовитковый индуктор 6, расположенный соосно с полостью контейнера 3.
Индуктор 6 выполнен высотой, равной высоте контейнера 3, и обладает различной мощностью его витков, которая изменяется по высоте индуктора с увеличением ее значения по направлению к контейнеру, т. е. виток индуктора, находящийся непосредственно у торцо
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования труб | 1979 |
|
SU845930A1 |
| Устройство для выдавливания заготовок | 1978 |
|
SU841766A1 |
| Устройство для горячего прессования труднодеформируемых материалов | 1974 |
|
SU499004A1 |
| Контейнер трубопрофильного пресса | 1979 |
|
SU897362A1 |
| Устройство для экструдирования заготовок | 1976 |
|
SU632426A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ | 1996 |
|
RU2115498C1 |
| Способ прессования труб | 1974 |
|
SU504574A1 |
| Способ обратного прессования | 1980 |
|
SU880543A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ МЕТАЛЛА С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ЭКСТРУЗИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105621C1 |
