1
Изобретение относится к области обработки металлов давлением, в частности к устройствам для установки валка в клети стана поперечно-винтовой прокатки и может использоваться при производстве изделий периодического профиля.
Известно устройство для установки валка в клети стана периодической винтовой прокатки, содержащее установленный в станине поворотный барабан, связанный с плунжерным гидродилиндром, и размещенную вдоль их оси тягу.
Однако известное устройство не позволяет быстро и точно перемещать барабан с валком, что необходимо при прокатке периодических профилей.
С целью повышенияточности и надежности ускоренного неремещения барабана с валком устройство снабжено дополнительным плунжерным гидроцнлиидром, закрепленным донной частью на донной части гидроцилиндра, а также механизмом синхронизации нлунжеров, выполненным в виде установленной на поверхности тяги концентрнчно ей полой гильзы и телескопически установленной по отношению к гильзе раснорной втулки, связанных с плунжерами цилиндров. При этом устройство снабжено механизмом регулировки раствора валков, выполненным в виде втулки, связанной резьбовым соединением с кориусом гидроцилиндра, н опорного диска, закрепленного на тяге н контактирующего с втулкой.
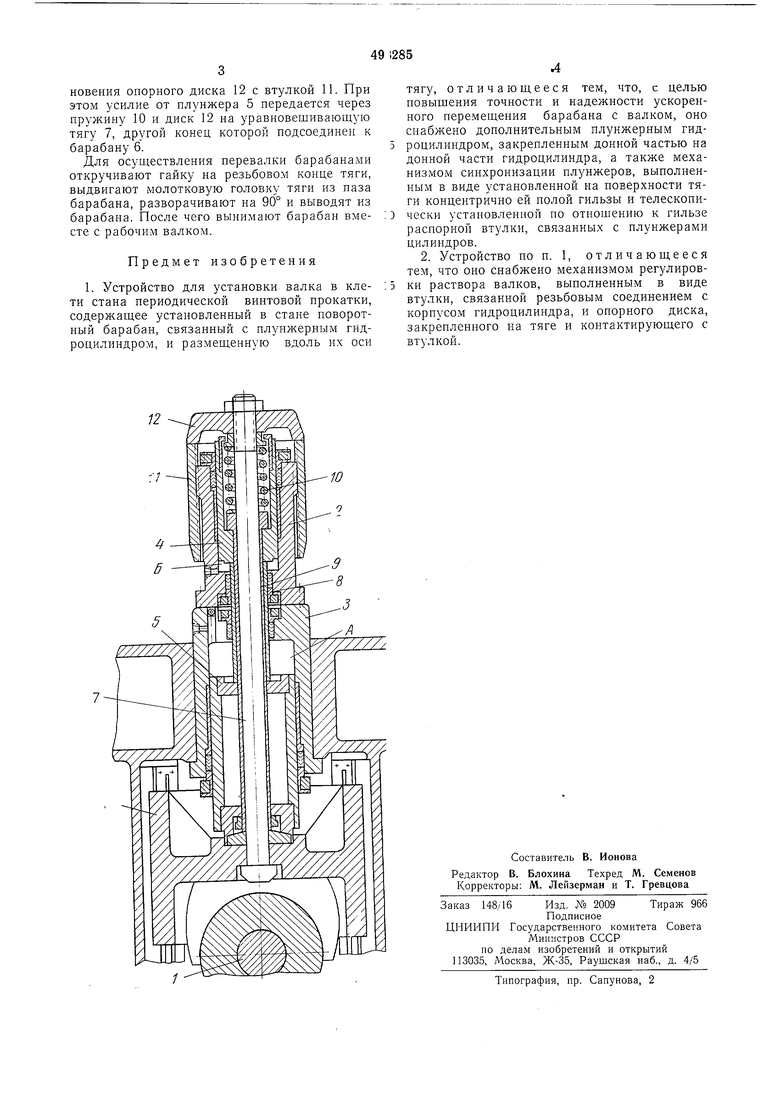
На чертеже изображено предлагаемое устройство в продольном разрезе. Устройство для установки валка 1 в клети стана периодической винтовой нрокатки содержит гидроцилиндры 2 и 3 с плунжерами 4 и 5, барабан 6 и центральную уравновешивающую тягу 7. Плунжеры 4 и 5 соединены раснорной втулкой 8, внутри которой пропущена стягивающая плунжеры полая гильза 9. Центральная уравновешивающая тяга 7 проходит внутри нолой гильзы 9, подсоединена с одиого конца к поворотному барабану 6, а с другого
конца упруго оперта на плунжер 4 и подпружинена относительно него пружиной 10. На корпусе гидроцнлинДра 2 выполнена резьба н установлена регулируемая втулка 11, а на тяге 7 посажен опорный диск 12.
Работает устройство следующим образом.
Для настройки рабочих валков на заданный калибр и сохранения его в процессе прокатки втулка 11 устаиавливается в соответствующем положении иа корпусе гидроцилиндра 2. В нолость А над плунл ером 5 подается жидкость, при этом полость Б под плунжером 4 соединяется со сливом.
Плуижеры 4 и 5 вместе с барабаном 6, гильзой 9, тягой 7 и опорным диском 12 совершают поступательное движение до соприкос
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1397106A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2362640C1 |
| Механизм разворота барабана с валком косовалкового стана | 1980 |
|
SU863022A1 |
| Трехвалковая клеть винтовой про-КАТКи | 1979 |
|
SU852393A1 |
| Рабочая клеть косовалкового стана | 1975 |
|
SU519234A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1977 |
|
SU710685A1 |
