1
Изобретение относится к устройствам для электрохимической обработки листового стекла и может быть использовано в стекольной промышленности.
Известна ванна к установке для изготовления листового полированного стекла по осн. авт. св. 289982, которая включает индуктор Б виде замкнутого контура, применяемый для удержания расплава материала па верхней поверхности ленты стекла.
Известная ванна работает следующим образом.
Электромагнитный индуктор удерживает слой расплава от уиоса движущейся лентой стекла. Под действием разности потенциалов подаваемого на расплав металла па ленте и металлического расплава под лентой происходит внедрение металлических иоиов в стекло, а затем их восстановление в азотно-водородной атмосфере с получением светофильтрующего и отражающего слоя на стекле.
Недостатком известной ванны является то, что появление хаотических .потоков расплава металла, возникающих от воздействия магнитного поля замкнутого контура индуктора на вихревые токи, ухудшает качество электрохимической обработки стекла.
Целью изобретения является устранение этих недостатков.
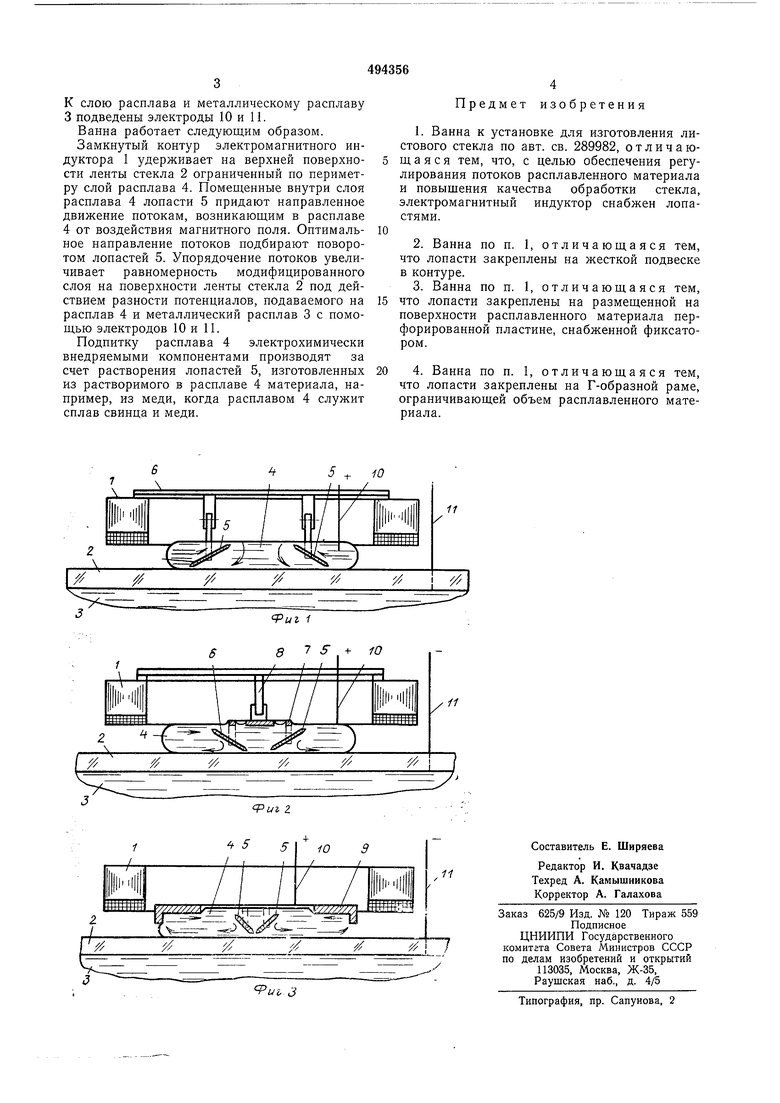
Это достигается тем, что электромагнитный индуктор снабжен лопастями. Лопасти могут быть закреплены на жесткой подвеске в контуре, на размещенной на поверхности расплавленного материала перфорированной пластине, снабженной фиксатором, и на Г-образной раме, ограничивающей объем расплавленного материала. На фиг. 1 изображена предложенная ванна
с креплением лопастей на жесткой подвеске к электромагпитному индуктору в разрезе; на фиг. 2 - то же, с креплением лопастей к перфорированной пластинке, размещенной на поверхности расплава; на фиг. 3 - то же, с
креплением лопастей на Г-образной раме, которая плавает и фиксируется кромкой расплавленного материала.
Ванна к установке для изготовления листового полированного стекла включает электромагнитный индуктор 1, выполненный замкнутым контуром, который нависает над лентой стекла. Лента стекла 2 движется по поверхности металлического расплава 3, слой расплава 4, ограниченный по периметру, размещается на верхней новерхности ленты стекла 2. Внутри слоя расплава 4 помеихены лопасти 5, закрепленные или на жесткой подвеске 6 или на перфорированной пластинке 7, фикси руемой от перемещения в горизонтальной пло
скости пальцем 8, или на Г-образной раме 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической обработки ленты стекла | 1977 |
|
SU682460A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1971 |
|
SU289982A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГОСТЕКЛА | 1969 |
|
SU252561A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU246793A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛЕНТЫ ЛИСТОВОГО СТЕКЛА | 1995 |
|
RU2104974C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ГАЗОВЫХ ПОТОКОВ ЗАЩИТНОЙ АТМОСФЕРЫ В ВАННЕ РАСПЛАВА ПРИ ПРОИЗВОДСТВЕ ФЛОАТ-СТЕКЛА | 2005 |
|
RU2291122C1 |
| Устройство для производства листового полированного стекла | 1977 |
|
SU678849A1 |
| Форма для получения полированныхСТЕКлОиздЕлий | 1979 |
|
SU816974A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГОСТЕКЛА | 1969 |
|
SU245294A1 |
| Установка для изготовления полированных листов стекла | 1973 |
|
SU485978A1 |
