1
Изобретение относится к области кузнечнонрессового оборудования и может быть использовано при окончательной обработке заготовок, полученных методов литья.
Известен штамп для изготовления металлических изделий, содержащий установленные соответственно на верхней и нижней плитах пуансон и матрицу, а также размещенный в пазу последней элемент, подвижной в направлении, перпендикулярном ходу пуансона от клина, закрепленного в верхней плите.
Для осуществления калибрования изделия в нескольких плоскостях предлагаемый штамп снабжен сменными калибрующими вставками, установленными в упомянутом пазу матрицы за ее рабочей полостью по ходу перемещения подвижного элемента, а торец последнего имеет форму, обеспечивающую ориентацию изделия перед проталкиванием его через калибрующие .вставки. При этом калибрующие вставки представляют собой режущий инструмент с насечками, например плоский напильник.
Кроме того, для исключения деформации изделия при уста;новке его на жесткую опору перед калиброванием пуансон .выполнен подпружиненным.
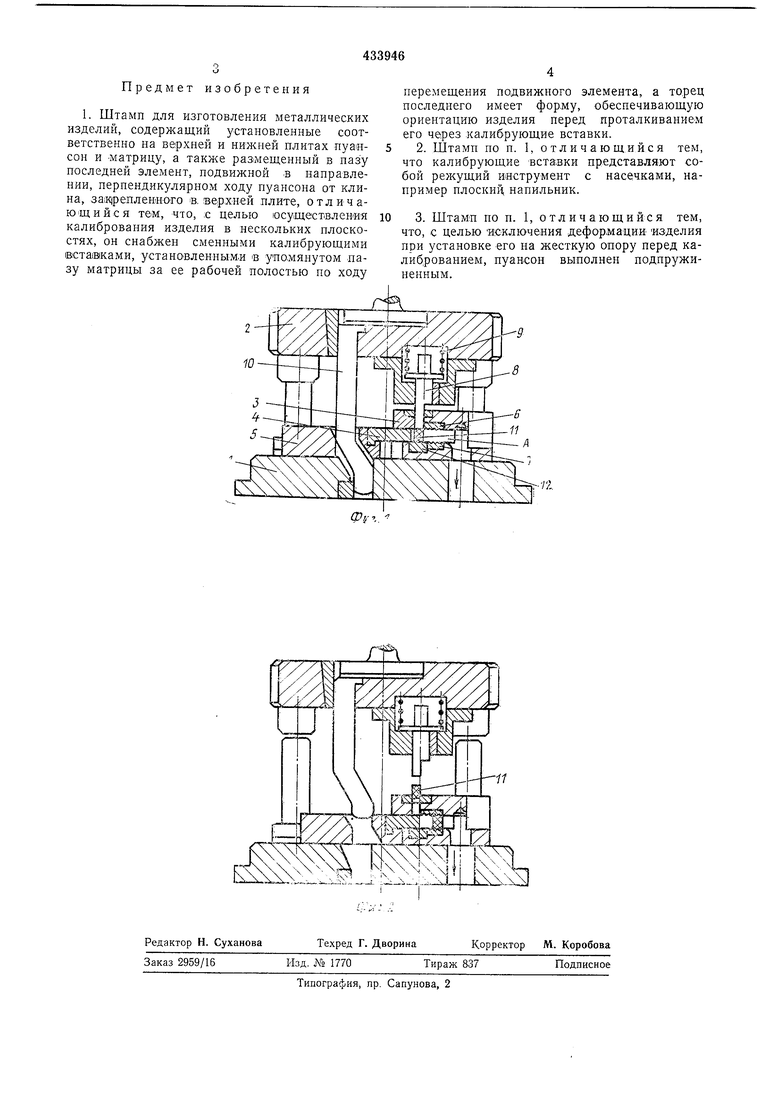
На фиг. 1 показан предлагаемый штамп в закрытом положении, на фиг. 2 - положение штампа при обратном ходе пресса.
Штамп имеет нижнюю 1 и верхнюю 2 плиты, центрируемые известным способом. На нижией плите размещены матрица 3 с гнездом обрезки заливов и узел калибровки, состоящий из элемента 4, зак1репленного в подвижном ползуне 5, и гнезда калибровки, образованного в матрице полостью А, стенки которой имеют калибрующие плоскости, выполненные из сменных калибрующих вставок 6 и 7. На верхней плите укреплены пуансон 8 с пружиной 9 и клин 10, взаимодействующий при работе с ползуном 5 нижней плиты щтампа.
Штамп работает следующим образом.
После подачи отливки 11 в гнездо матрицы 3 и включения рабочего хода пресса пуансо« 8 проталкивает отливку до опорной плоскости 12. Завыщенное опускание пуансона компенсируется сжатием 9, в результате
этого отливка предохраняется от деформирования.
При обратном ходе пресса клин 10, закреплеаный в верхней плите щтампа, сообщает поступательное движение ползуну 5 с элементом
4, который ориентирует отливку 11 своим торцом И- проталкивает ее через гнездо калибровки. Обработанные отливки собираются в тару. В такой последовательности работа повторяется. Заливы и срезаемый металл сдуваютСИ сжатым воздухом.
Предмет изобретения
1. Штамп для изготовления металлических изделий, содержащий установленные соответственно на верхней и нижней плитах пуансон и Матрицу, а также раз мещенный в пазу последней элемент, подвижной в направлении, перпендикулярном ходу пуансона от клина, за1К|реплен«ого iB. верхней плите, отличающийся тем, что, :с пелью юсуществления калибрования изделия в нескольких плоскостях, он снабжен сменными калибрующими вставками, установленным.и в упо-мя,нутом пазу матрицы за ее рабочей полостью по ходу
перемещения подвижного элемента, а торец последнего имеет форму, обеспечивающую ориентацию изделия перед проталкиванием его через калибрующие вставки. 2. Штамп по п. 1, отличающийся тем, что калибрующие вставки представляют собой режущий ийструмент с насечками, например плоский, напильник.
3. Штамп по п. 1, отличающийся тем, что, с целью исключения деформации- изделия при установке его на жесткую опору перед калиброванием, пуансон выполнен подпружиненным.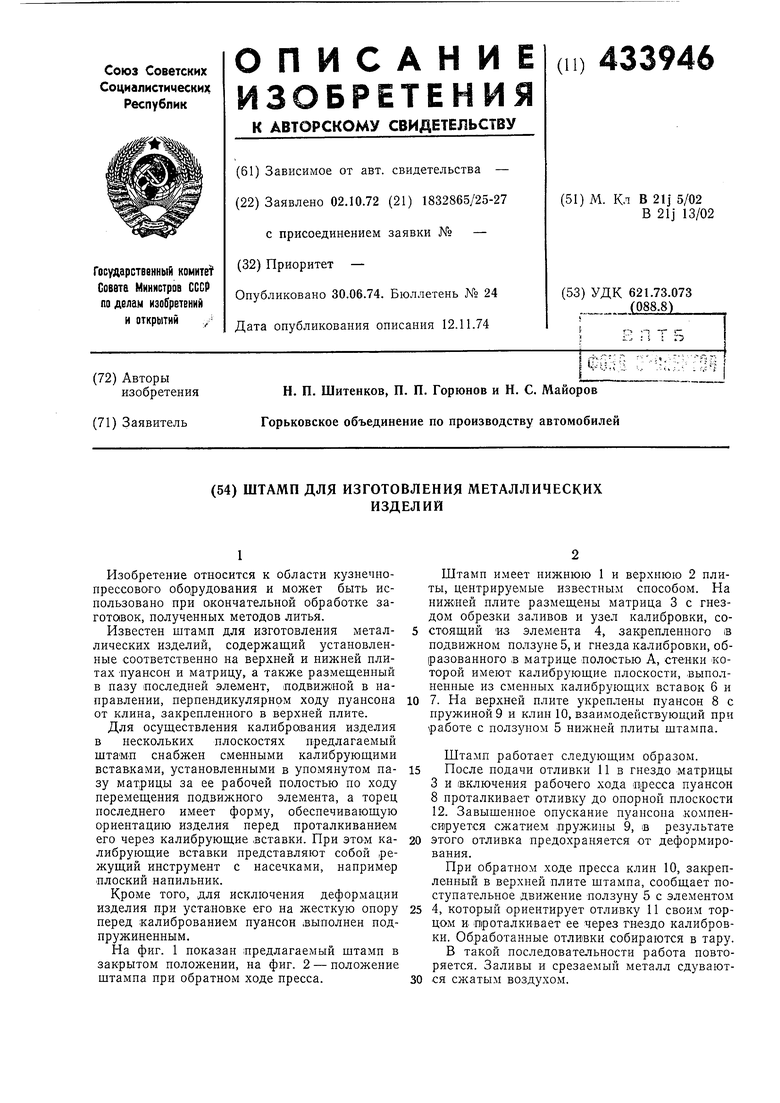
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для многоместной обрезки и зачистки отливок | 1982 |
|
SU1044425A1 |
| Штамп для изготовления металлических изделий | 1974 |
|
SU495155A2 |
| УСТРОЙСТВО к ПРЕССУ для ПОЛУЧЕНИЯ ТОЧНЫХОТВЕРСТИЙ | 1966 |
|
SU182666A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1988 |
|
SU1505647A1 |
| Устройство для изготовления пластин ролико-втулочных цепей | 1981 |
|
SU1009602A1 |
| Штамп для закатки петли | 1986 |
|
SU1349859A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| Штамп для изготовления гофрированных листов | 1987 |
|
SU1447475A1 |
| Штамп для гибки | 1982 |
|
SU1031559A2 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |