1
Изобретение относится к области порошковой металлургии, в частности, к устройствам для изготовления изделий прессованием металлических порошков.
Известна пресс-форма для прессования металлических порошков, содержащая плиту, матрицу, пуансон и вкладыш, причем вкладыш выполнен в виде усеченного конуса. Однако такая пресс-форма не обеспечивает возможности равномерной загрузки порошка в полость матрицы, что ведет к низкому качеству спрессованных изделий.
С целью обеспечения равномерной загрузки порошка и повышения качества изделий вкладыш выполнен составным, причем его нижняя часть выполнена в виде конусов, сопряженных основаниями, а верхняя - выполнена с конической полостью и прямоугольными отверстиями.
На чертеже изображена предлагаемая пресс-форма.
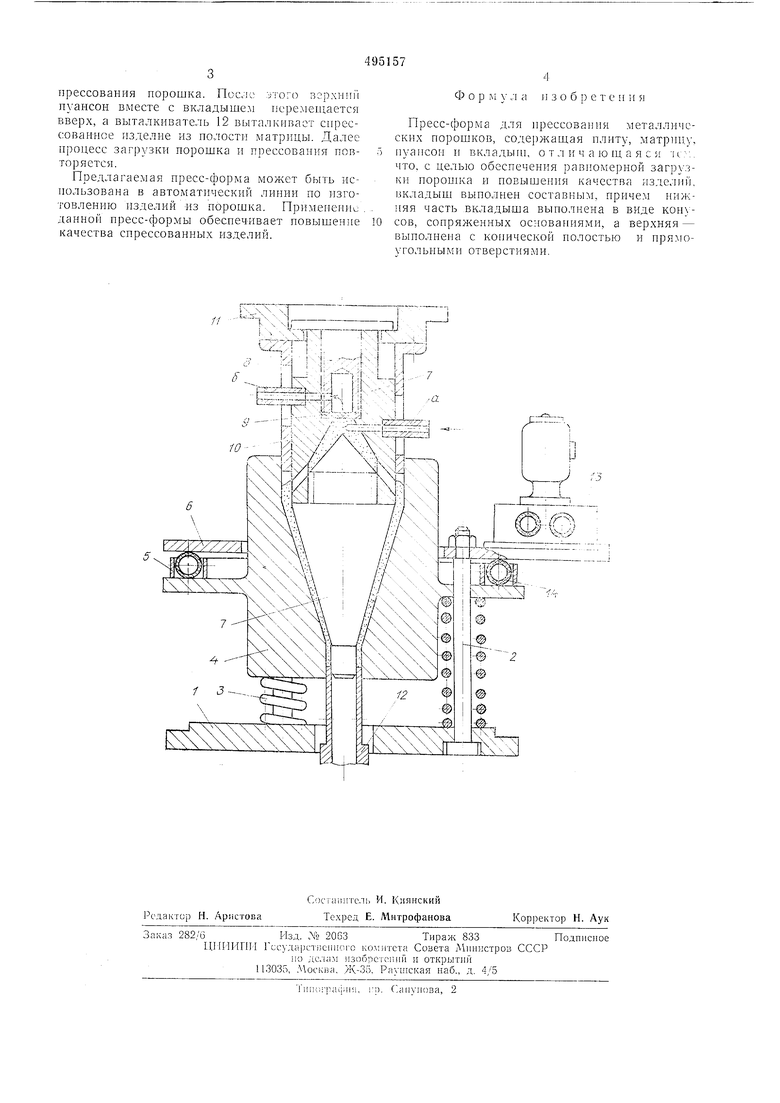
Пресс-форма состоит из пляты 1 и расположенных па ней колонок 2 с пружинами 3, на которых установлена матрица 4 с желобом 5 и кольцом 6. В центре матрицы расположен вкладыш 7, Б верхней части которого помещена заглушка 8, фиксирующая фильтр 9. Вкладыш выполнен составным, причем нижняя часть вкладыша выполнен в виде конусов, сопряженных основаниями, а верхняя -
выполнена с конической полостью и прямоугольными отверстиями (полость и отверстия на чертеже не обозначены). В верхней части матрицы 4 распо.1ожеи верхний пуансон 10, прикрепленный к верхней плите 11. В нижней части матрицы расположен выталкиватель 12. Гидрообъемный вибратор 13 установлен на площадке кольца 6 и соединен с матрицей волноводом 14, выполненным в виде петли из резино-траневого материала.
Работает пресс-форма следующим образом.
Металлический порошок в. смеси с сжатым
воздухом поступает из питателя (на черт, не
показан) в полость вкладыша 7 через канал а, где происходит осаждение порошка на конусную поверхность нижней части вкладыша и перемещение его через прямоугольные отверстия в рабочую полость матрицы 4. Воздух
очищается на фильтре 9 и выходит в атмосферу через канал б. Для ускорения процесса загрузки порошка к матрице прикладывают вибрацию от гидрообъемпого вибратора 13 через резинотканевый волновод 14. После загрузки рабочей полости матрицы порошком верхняя плита 11 вместе с верхним пуансоном 10 перемещается вниз при помощи пресса (на черт, не показан). При этом происходит перемещение вкладыша 7 и матрицы 4
до упора в плиту 1, где -прои-сходит процесс
прессования порошка. После з-того BSpxi-inii пуансон вместе с вкладыше.м перемещается вверх, а выталкиватель 12 выталкивает сирессоваиисе изделие из иолости матрицы. Далее процесс загрузки порошка и прессования повторяется.
Предлагаемая пресс-форма может быть исиользована в автоматический линии по изготовлению изделий -из порошка. Применеии ; данной пресс-формы обеспечивает повышение качества спрессованных изделий.
Форм у ;i а и 3 о б р е т е и и я
Пресс-форма для нрессования металлических порошков, содержашая плиту, матрии.у, пуапсоп и вкладыгп, о т л и ч а ю ш а я с я i с:;, что, с целью обеспечеиия равиомериой загрузки порошка и иовышения качества изделий, ькладыш выиолнеи составным, причем иижияя часть вкладыша выполнена в виде коиусов, сопряженных основаипями, а верхняя - вынолнена с конической полостью и прямоугольиыми отверстиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма | 1988 |
|
SU1509180A2 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| Устройство для прессования изделий из порошка | 1990 |
|
SU1748939A1 |
| Пресс-форма для прессования порошков | 1978 |
|
SU749568A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛУСФЕРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2012435C1 |
| Устройство для прессования порошков | 1979 |
|
SU831363A1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| Устройство для прессования порошков | 1979 |
|
SU816691A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1997 |
|
RU2131790C1 |
