Изобретение относится к области прокатноотделочного оборудования.
Известны агрегаты продольной резки, включающие плавающий разматыватель, передвижную тележку для передачи конца полосы, установленную на стационарной раме, ножницы для обрезки конца полосы, дисковые ножницы и моталки. Однако большое расстояние от разматывателя до дисковых ножниц, а также наличие механизмов, удерживающих полосу, затрудняет центрирование полосы по оси агрегата при работе плавающего разматывателя, что ухудшает качество намотанных на моталках рулонов.
Целью изобретения является улучшение центрирования нолосы относительно ножей. Это достигается тем, что рама установлена с возможностью качания относительно оси, расположенной на станине дисковых ножниц, а подвижная тележка снабжена скребком и вертикальными центрирующими роликами.
На чертеже показан предлагаемый агрегат.
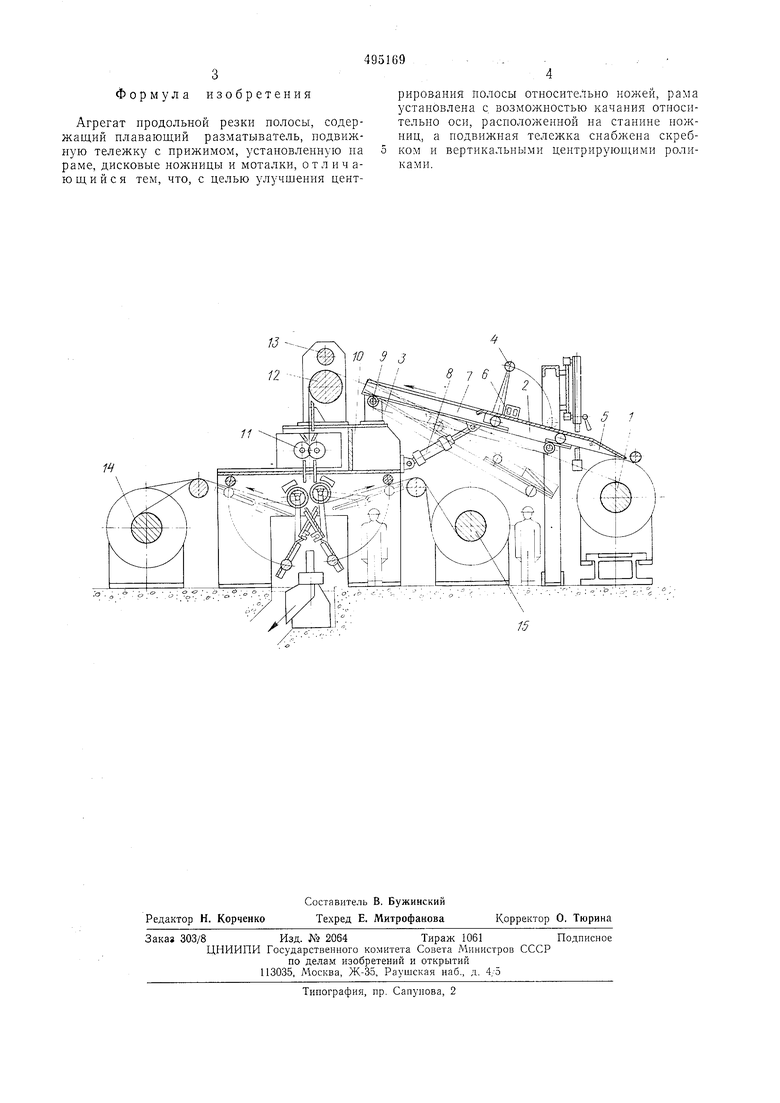
Агрегат включает плавающий разматыватель 1, подвижную тележку 2 с цепным приводом 3, на которой установлены прижим 4, скребок 5 и вертикальные центрирующие ролики 6. Тележка 2 расположена на раме 7, качающейся при помощи гидроцилиндра 8. Ось 9 качания рамы размещена на станине 10 дисковых ножниц 11 с подающими роликами
12 и 13. По бокам дисковых ножниц установлены моталки 14 п 15. Агрегат работает следующим образом. Рулоны, подлежащие обработке, подаются на разматыватель 1 и закрепляются на его барабане. Рама 7 гидроцилиндром 8 поднимается в верхнее положение, и тележка 2 перемещается приводом 3 3 крайнее верхнее положение. Снимается обвязка рулона, а рама 7 вместе с тележкой 2 опускается до соприкосновения скребка 5 с рулоном. Включается на заправочную скорость разматыватель, передний конец полосы отгибается скребком 5 п подается к вертикальным роликам 6, где он предварительно центрируется ими, а затем зажимается прижимом 4. После этого тележка 2 синхронно с подачей полосы разматывателем перемещается, удерживая передний конец полосы, в крайнее левое положение и задает полосу в раскрытые ролики 12 и 13. Затем опускается ролик 12, прижим 4 освобождает полос}, тележка 2 перемещается в среднее положение, а рама 7 опускается в нижнее положение, чтобы не соприкасаться с полосой при ее размотке и центрировании плавающим разматывателем. Полоса роликами 12 и 13 подается к дисковым ножницам 11. Пожницы обрезают кромки и распускают полосу на требуемое количество узких полос, которые наматываются на моталки 14 и 15.
3 Формула изобретения
Агрегат продольной резки полосы, содержащий плавающий разматыватель, подвижную тележку с прижимом, установленную на раме, дисковые ножницы и моталки, отличающийся тем, что, с целью улучщення центрирования полосы относительно ножей, рама установлена с возможностью качания относительно оси, расположенной на станине ножниц, а подвижная тележка снабжена скребком и вертикальными центрируюн1,ими роликами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат продольной резки полосы | 1979 |
|
SU872058A1 |
| Устройство для продольной резки полосы | 1975 |
|
SU612728A1 |
| Агрегат продольной резки рулонного материала | 1987 |
|
SU1750864A1 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
| Агрегат продольной резки полос | 1981 |
|
SU967687A1 |
| Устройство для торможения полос | 1989 |
|
SU1763066A1 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| Агрегат продольной резки | 1988 |
|
SU1637961A1 |
