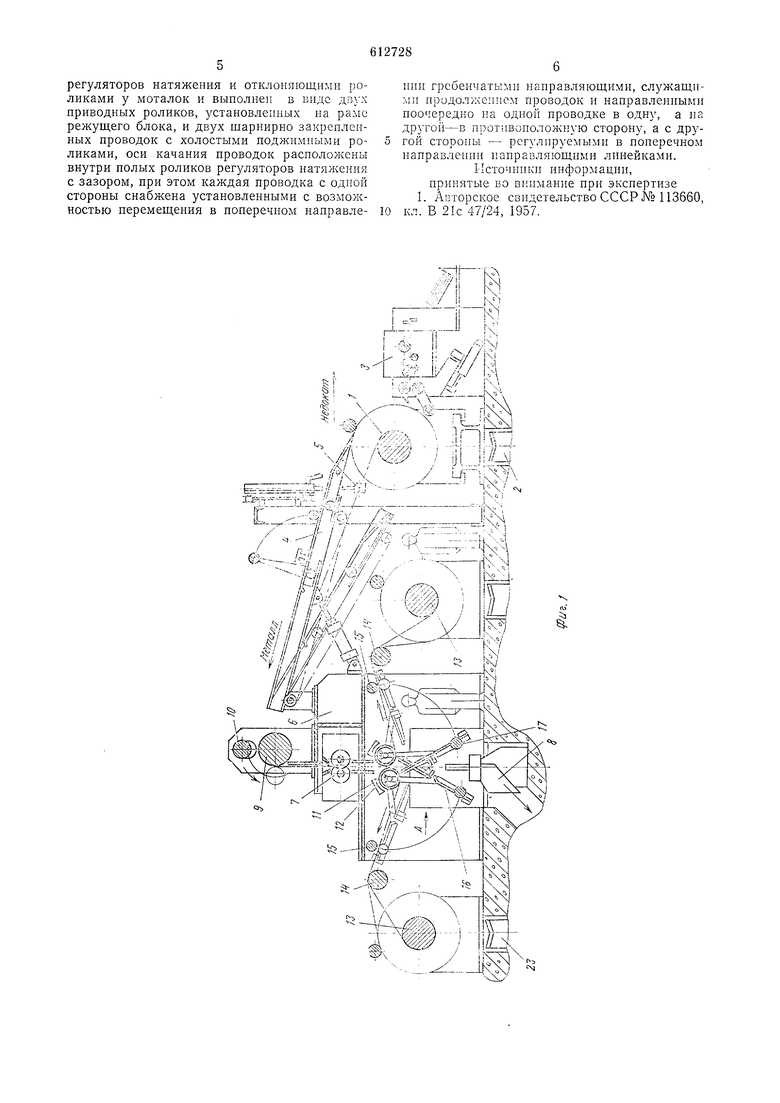
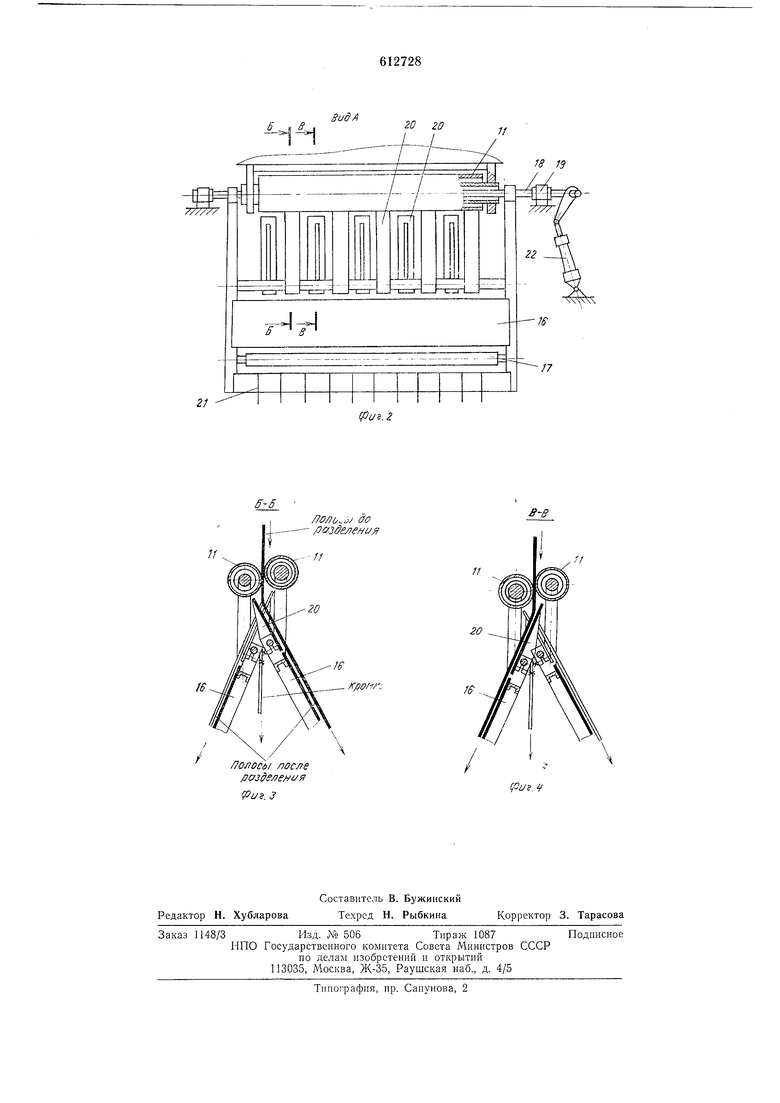
на фиг. 3 - разрез Б-Б па фиг. 2; на фиг. 4 - разрез В-В на фиг. 2.
Устройство включает: плавающий разматыватель 1; загрузочную тележку 2; устройство 3 для удаления недоката, расположенное в стороне, противоположной движению полосы в процессе работы агрегата; задающее устройство 4 для подачи переднего конца полосы от разматывателя 1; режущее устройство 5 для поперечного разделения полосы.
В блок устройства входят: рама 6, дисковые ножницы и кромкокрощительные ножницы 8. Кромкокрощительные ножницы 8 установлены по вертикальной оси движения полосы таким образом, что их режущая головка находится на уровне пола и к ней обеспечен свободный доступ. Перед ножницами 7 на раме 6 расположены приводной отклоняющий ролик 9 и прижимной ролик 10, имеющий возмогкность поворачиваться вокруг оси 9 на 90° в сторону подачи полосы, а после дисковых ножниц 7 на раме 6 расположены ролики 11, регулятора 12 натяжения с возможностью небольпюго перемещения под действием натяжения полос при его регулировании. Слева и справа от режзщего блока установлены моталки 13 с возможностью независимой разгрузки рулонов на сторону обслуживания, а отклоняющие ролики 14, стабилизирующие угол охвата полосой роликов 11.
Узел для разделения и подачи полос расположен между роликами 11 регуляторов натяженпя и отклоняющими роликами 14 у моталок. В него входят два приводных ролика 15, установленных на раме 6 режущего блока; две шарнирно закренленные проводки 16 с холостыми поджимными роликами 17, прижимающими полосы к приводным роликам 15. Оси 18 качания проводок 16 установлены на подшипниках 19 внутри полых роликов 11 регуляторов натяжения с зазором.
Каждая проводка имеет с одной стороны гребенчатые направляющие 20, регулируемые в поперечном направлении. Направляющие 20 являются продолжением проводок 16, пересекают вертикальную линию движения полос с минимальным зазором между ними и роликами 11 и направлены поочередно па одной проводке 16 в одну сторону, а на другой - в другую. Количество гребенчатых направляющих 2 и их расположение соответствуют количеству транспортируемых полос.
В нижней части проводок 16, с противоположной от гребенчатых направляющих стороны, закреплены регулируемые в поперечном направлении направляющие линейки 21, центрирующие полосы перед прижатием их к приводным роликам 15, расположенным выше уровня движения полосы при работе агрегата.
Подъем и опускание проводок 16 производятся гидроцилиндрами 22.
Разгрузка рулонов с барабанов моталок 13 осуществляется тележками 23 или сталкивателями моталок.
Устройство работает следующим образом.
Рулоны, подлежащие обработке, подаются
па разматыватель 1 и закрепляются на его
барабане. Устройством 3 удаляется недокат,
и полоса задается в ролики 9 и 10 устройством 4. Ролики 9 и 10 захватывают полосу и направляют в дисковые ножницы 7, которые распускают полосу па требуемое количество узких полос, а образующиеся при этом кромки двил :утся вертикально к проводкам кромкокрошительных ножниц 8.
После дисковых ножниц 7 полосы подаются между роликами 11 регулятора 12 натяжения и движутся вниз, наезлсая на гребенчатые наиравляющие 20, расположенные напротив полос. Направляющие 20 отклопяют полосы от вертикального направления, разделяя их на два потока: четные в одну сторону, нечетные - в другую. Полосы подаются по просодкам 16 к холостым роликам 17 и центрируются линейками 21, после чего гидроцилиндрами 22 нроводки 16 поднимаются в верхнее положение (показанное на фиг. 1 тонкими линиямн), прижимая полосу холостыми роликами
17 к приводным роликам 15. При помощи роликов 15 полосы через отклоняющие ролики 14 подаются к барабанам моталок 13.
После этого подача полосы прекращается и производится заправка кромок в кромкокрошительные ножницы 8 и полос па барабаны моталок 13. Затем проводки 16 опускаются вниз, на моталках 13 устанавливается требуемое натяжение, контролируемое регуляторами 12, и устройство разгоняется до рабочей скорости.
При работе устройства ролики 15 и проводки 16 полосы не касаются. Полосы в зоне дисковых ножниц 7 движутся вертикально, а обрезаемые кромки подаются без отклонения в
кромкокрошительные ножницы 8.
После окончания резки рулона конец полосы обрезается режущим устройством 5. Остаток полосы дорезается дисковыми ножницами 7 и сматывается моталками 13, рулоны обвязьшаются и снимаются телелсками 23. Внутренний недокат подматывается на барабан разматывателя I и вновь задается в устройство 3 для удаления недоката. После этого на разматыватель 1 устанавливается новый рулон, и рабочий цикл новторяется.
Фор м у л а изобретен н я
Устройство для продольной резки полосы, содерл ащее режущий блок с дисковыми и
кромкокрошительными ножницами, между которыми расположены полые ролики регуляторов натяжения полосы, моталки, размещенные слева и справа от блока, узел для разделения и подачи полос и отклоняющие ролики,
расположеппые у моталок, отличающееся тем, что, с целью улучшения условий разделения и подачи полое к моталка:у1, уменьшения габаритов устройства и улучщения условий его обслул ивания, узел для разделения
и подачи полос расиололсен между роликами
регуляторов натяжения и отклоняющнми роликами у моталок и выполнен в внде двух приводных роликов, установленных на раме режущего блока, и двух шарнирно закрепленных проводок с холостыми подл имными роликами, оси качания проводок расположены внутри полых роликов регуляторов натяжения с зазором, при этом каждая проводка с одной стороны снабжена установленными с возможностью перемещения в поперечном направленни греоенчатымн направляющими, служащнмп продолжением проводок и направленными поочередно на одной проводке в одну, а на другой-в прот шополол-;ную сторону, а с другой стороны - рсг лнруемыми в поперечном направлении направляющими лииейкамн.
Источники информацни, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 113660, кл. В 21с 47/24, 1957.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат продольной резки полос | 1981 |
|
SU967687A1 |
| Агрегат продольной резки полосы | 1979 |
|
SU872058A1 |
| Агрегат продольной резки ленточногоМАТЕРиАлА | 1979 |
|
SU816703A1 |
| Устройство для продольной резки полосы | 1981 |
|
SU990439A1 |
| Линия для поперечной и продольной резки | 1988 |
|
SU1606268A1 |
| Нятяжное устройство | 1984 |
|
SU1186311A1 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Агрегат для резки рулонного материала | 1982 |
|
SU1085112A1 |
,..„ 1,
чж /1§ ii i//:.жЧ /
I Г- - 1IN
А-I 1,- -,; 1
.U% i: .%VN
: :I-U
r-j; C X
- : : IX i л . -х-лА :ii
18 J9
5-5
/70ло / до flojSe eHif
//
/70/70C6/ после /оазделен я
(ри.З
8-ff
KpOHfi
