ния пакетов с ножами 19, механизма для натяжения кромок пакетов.
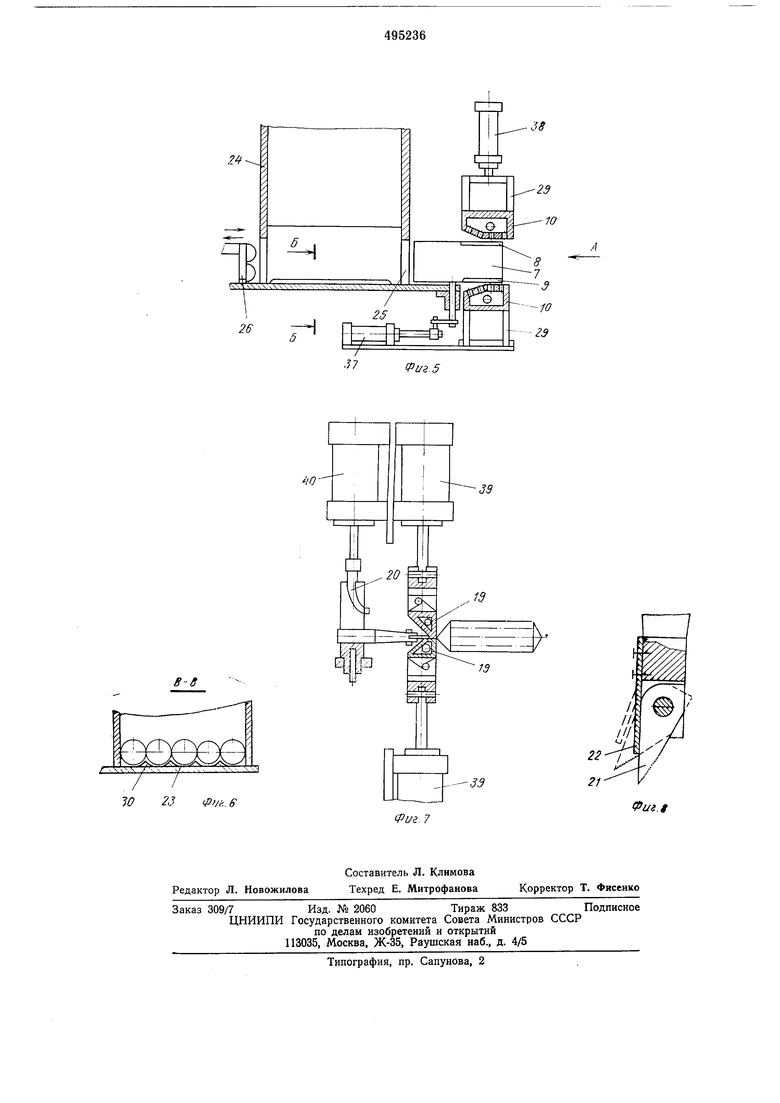
Механизм натяжения кромок пакетов выполнен в виде поворотных рычагов 20, концы которых 21 подпружинены плоскими пружинами 22.
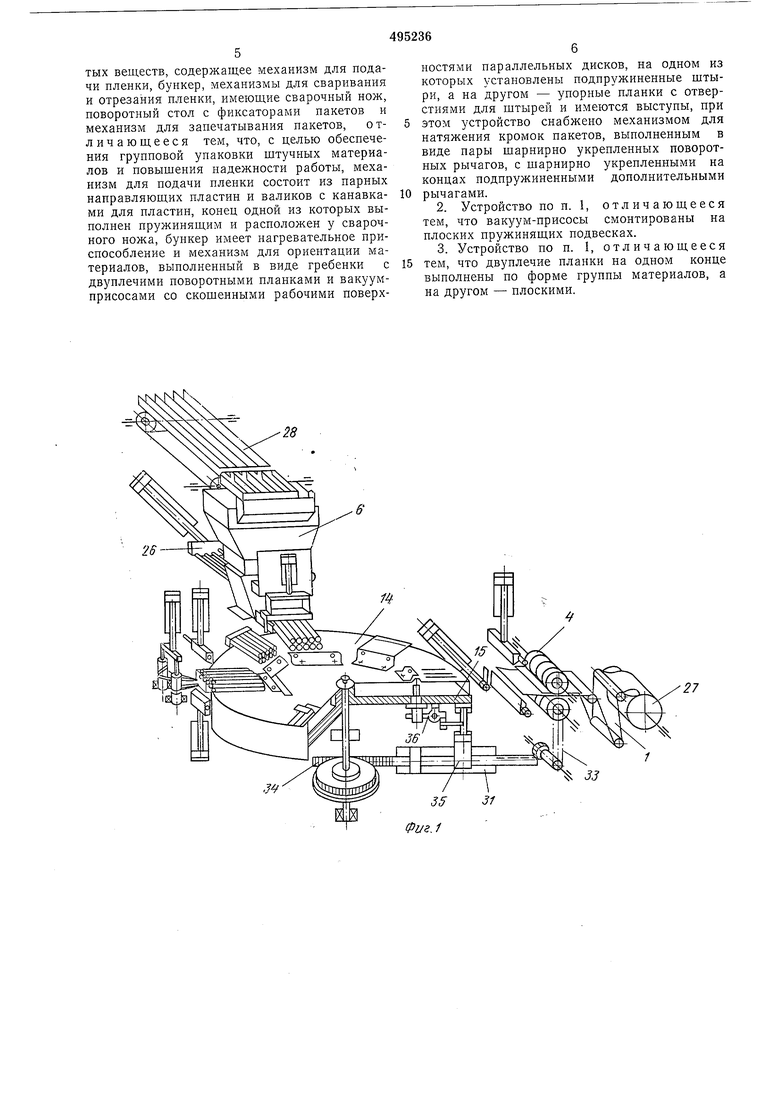
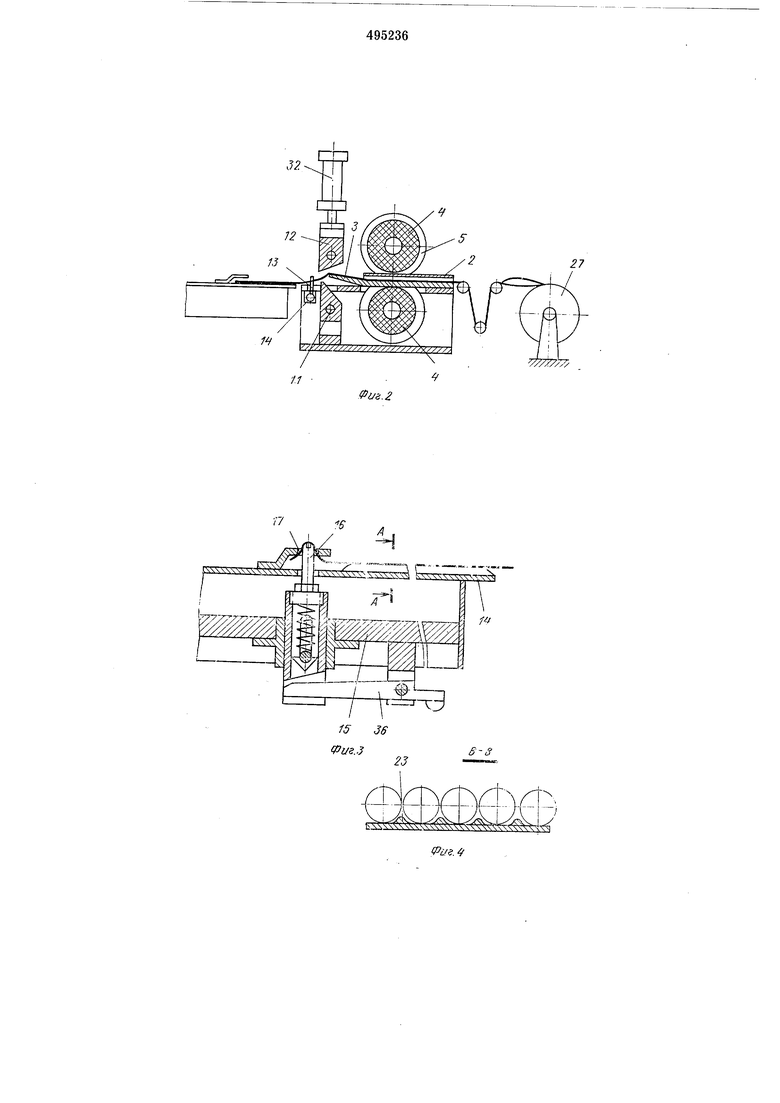
Конец нижней направляющей пластины 3 механизма подачи пленки I подпружинен для отделения конца пленки 1 от неподвижного сварочного ножа 11 механизма сваривания пленки 1. Неподвижный сварочный нож 11 смыкается с подвижным сварочным ножом 12. Нож 13 механизма для отрезания пленки 1 установлен на штоке диска 14 и расположен за неподвижным сварочным ножом 11 по ходу движения пленки L
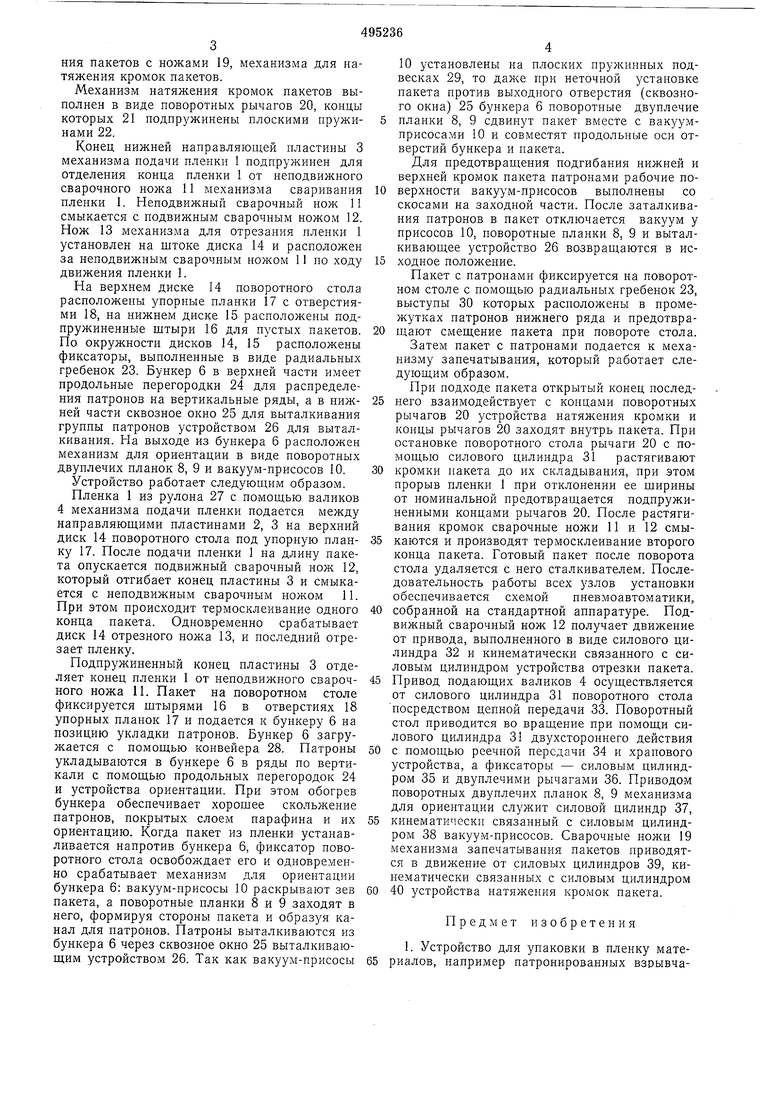
На верхнем диске 14 поворотного стола расположены упорные планки 17 с отверстиями 18, на нижнем диске 15 расположены подпружиненные штыри 16 для пустых пакетов. По окружности дисков 14, 15 расположены фиксаторы, выполненные в виде радиальных гребенок 23. Бункер 6 в верхней части Илмеет продольные перегородки 24 для распределения патронов на вертикальные ряды, а в нижней части сквозное окно 25 для выталкивания группы патронов устройством 26 для выталкивания. На выходе из бункера 6 расположен механизм для ориентации в виде поворотных двуплечих планок 8, 9 и вакуум-присосов 10.
Устройство работает следующим образом.
Пленка 1 из рулона 27 с помощью валиков 4 механизма подачи пленки подается между направляющими пластинами 2, 3 на верхний диск 14 поворотного стола под упорную планку 17. После подачи пленки 1 на длину пакета опускается подвижный сварочный нож 12, который отгибает конец пластины 3 и смыкается с неподвижным сварочным ножом И. При этом происходит термосклеивание одного конца пакета. Одновременно срабатывает диск 14 отрезного ножа 13, и последний отрезает пленку.
Подпружиненный конец пластины 3 отделяет конец пленки 1 от неподвижного сварочного ножа 11. Пакет на поворотном столе фиксируется штырями 16 в отверстиях 18 упорных планок 17 и подается к бункеру 6 на позицию укладки патронов. Бункер 6 загружается с помощью конвейера 28. Патроны укладываются в бункере 6 в ряды по вертикали с помощью продольных перегородок 24 и устройства ориентации. При этом обогрев бункера обеспечивает хорощее скольжение патронов, покрытых слоем парафина и их ориентацию. Когда пакет из пленки устанавливается напротив бункера 6, фиксатор поворотного стола освобождает его и одновременно срабатывает механизм для ориентации бункера 6: вакуум-присосы 10 раскрывают зев пакета, а поворотные планки 8 и 9 заходят в него, формируя стороны пакета и образуя канал для патронов. Патроны выталкиваются из бункера 6 через сквозное окно 25 выталкивающим устройством 26. Так как вакуум-присосы
10 установлены на плоских пружинных подвесках 29, то даже при неточной установке пакета против выходного отверстия (сквозного окна) 25 бункера 6 поворотные двуплечие планки 8, 9 сдвинут пакет вместе с вакуу лприсосами 10 и совместят продольные оси отверстий бункера и пакета.
Для предотвращения подгибания нижней и верхней кромок пакета патронами рабочие поверхности вакуум-присосов выполнены со скосами на заходной части. После заталкивания патронов в пакет отключается вакуум у присосов 10, поворотные планки 8, 9 и выталкивающее устройство 26 возвращаются в исходное положение.
Пакет с патронами фиксируется на поворотном столе с помощью радиальных гребенок 23, выступы 30 которых расположены в промежутках патронов нижнего ряда и предотвращают смещение пакета при повороте стола. Затем пакет с патронами подается к механизму запечатывания, который работает следующим образом. При подходе пакета открытый конец последнего взаимодействует с концами поворотных рычагов 20 устройства натяжения кромки и концы рычагов 20 заходят внутрь пакета. При остановке поворотного стола рычаги 20 с помощью силового цилиндра 31 растягивают
кромки иакета до их складывания, при этом прорыв пленки 1 при отклонении ее щирины от номинальной предотвращается подпружиненными концами рычагов 20. После растягивания кромок сварочные ножи 11 и 12 смыкаются и производят термосклеивание второго конца пакета. Готовый пакет после поворота стола удаляется с него сталкивателем. Последовательность работы всех узлов установки обеспечивается схемой пневмоавтоматики,
собранной на стандартной аппаратуре. Подвижный сварочный нож 12 получает движение от привода, выполненного в виде силового цилиндра 32 и кинематически связанного с силовым цилиндром устройства отрезки пакета.
Привод подающих валиков 4 осуществляется от силового цилиндра 31 поворотного стола посредством цепной передачи 33. Поворотный стол приводится во вращение при помощи силового цилиндра 31 двухстороннего действия
с помощью реечной передачи 34 и храпового устройства, а фиксаторы - силовым цилиндром 35 и двуплечими рычагами 36. Приводом поворотных двуплечих плапок 8, 9 механизма для ориентации служит силовой цилиндр 37,
кинематически связанный с силовым цилиндром 38 вакуум-присосов. Сварочные ножи 19 механизма запечатывания пакетов приводятся в движение от силовых цилиндров 39, кинематически связанных с силовым цилиндром
40 устройства натяжения кромок пакета.
Предмет изобретения
1. Устройство для упаковки в пленку материалов, например патронированных взрывчатых веществ, содержащее механизм для подачи пленки, бункер, механизмы для сваривания и отрезания пленки, имеющие сварочный нож, поворотный стол с фиксаторами пакетов и механизм для запечатывания пакетов, отличающееся тем, что, с целью обеспечения групповой упаковки щтучных материалов и повыщения надежности работы, механизм для подачи пленки состоит из парных направляющих пластин и валиков с канавками для пластин, конец одной из которых выполнен пружинящим и расположен у сварочного ножа, бункер имеет нагревательное приспособление и механизм для ориентации материалов, выполненный в виде гребенки с двуплечими поворотными планками и вакуумприсосами со скошенными рабочими поверхностями параллельных дисков, на одном из которых установлены подпружиненные щтыри, а на другом - упорные планки с отверстиями для щтырей и имеются выступы, при этом устройство снабжено механизмом для натяжения кромок пакетов, выполненным в виде пары щарнирно укрепленных поворотных рычагов, с щарнирно укрепленными на
дополнительными концах подпружиненными рычагами.
2.Устройство по п. 1,
отличающееся смонтированы на тем, что вакуум-присосы плоских пружинящих подвесках.
3.Устройство по п. 1, отличающееся тем, что двуплечие планки на одном конце выполнены по форме группы материалов, а на другом - плоскими.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания в пленку штучных изделий | 1986 |
|
SU1409527A1 |
| Способ автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки | 1989 |
|
SU1792877A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1697370A1 |
| Устройство для закрывания крупногабаритных мешков | 1979 |
|
SU791214A3 |
| Автомат для упаковывания вязких продуктов в термосклеивающуюся пленку | 1991 |
|
SU1807963A3 |
| ЛЯ ОТДЕЛКИ КОНВЕРТОВ С ФОТОБУМАГОЙ | 1965 |
|
SU170376A1 |
| Устройство для расфасовки жидких пищевых продуктов в тару и запечатывания ее | 1977 |
|
SU710867A1 |
| Устройство для упаковки штучных изделий в термосклеивающийся пакет | 1974 |
|
SU520294A1 |
| Установка для изготовления волокнистой теплоизоляции для труб | 1972 |
|
SU449202A1 |
| Устройство для запечатывания пакетов из полимерной пленки | 1990 |
|
SU1751068A1 |
«
LM...:......
/л
27
4
