(54) МАТРИЦА УНИВЕРСЛЛЫ- ОГХ)ШТАА11 Л ДЛЯ ГИРЗКП
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Штамп для обработки стенок полых деталей | 1977 |
|
SU774707A1 |
| Штамп для изготовления деталей | 1982 |
|
SU1094665A1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Гибочный штамп для изготовления @ -образных деталей из полосового материала | 1980 |
|
SU904832A1 |
| Гибочный штамп | 1975 |
|
SU513765A1 |
| ГИБОЧНАЯ МАШИНА | 1973 |
|
SU367929A1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
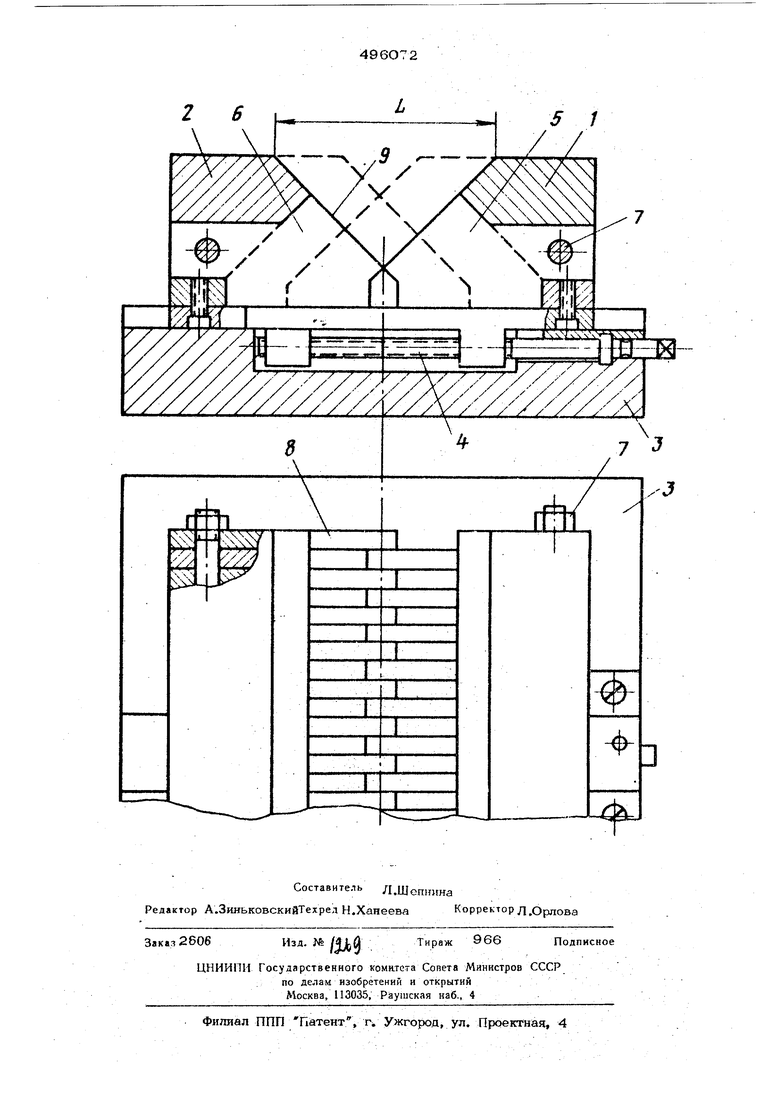
Изобретение относится к обработке металлов давлением, в частности к штампам для гибки полос, и может быть использовано в промышленности для изготовления деталей. Известны матрицы универсальных штам пов для гибки, выполненные в виде двух пол зушек, несущих полуматрицы и установлен- ных на основании с. возможностью относител яого перемещения. Целью изобретения является обеспеченйе изготчэвления деталей V -образной формы. Для этого полуматрицы выполнены в вид пластин со скосом, образующих заданную форму детали и установленных перепендикулярно основанию и параллельно одна другой :На расстоянии, превышаюшем толщину пластин, а одной полуматрицы смешены относительно пластин друои поЛуматрйцы на величину, по крайней мере равную-толши не пластин. На чертеже пр11ведена конструкция матри цы. Матрица содержит две ползушки 1 и 2,, взаимно перемещаемые по основанию 3 при помощи винта 4, имеющего правите и левую резьбы. В. ползушках 1 и 2 закоепЛены по- луматрицы 5 и 6 болтами 7. Каждая полуматрица 5, 6 выполнена в виде пласти,н 8 со скосом 9, образующих заданН:ую форму детали .и установленных перпендикулярно основанию 3 и параллельно одна другой на расстоянии, превышающем толщину пластины. Пластины полумотрицы 5 смещены относительно пластин полумат- рицы 6 на величину, по крайней меое равную толщине пластин, Установка пластин 8 на заданном расСТОЯ.НИИ обеспечивается или прокладками или выполнением ползущек 1, 2. с пазами для установки в них пласт.ин 8. Для уЛучшения сцепления полуматриц 5 ибо основанием 3 на нем могуг быть сделаиь риски. Для перемещения ползугпек 1, 2 может быть использована иешшя или зубчатая передача.
Переналадка матрицы для изготовления на ней детали производится следующим образом.
Предварительно расчетным i илл иным путем определ яюг ткрнку i, зева матрицы, которая при данных размерах детали и марке материала обеспечивает компенсацию испрузкйнивания после гибки. Далее, вращением вкчта 4 сближают или раздвига ют полуматрицы 5 и 6, пока не будет получено нужное значение ширины L . После этого стопорят БИНТ 4 и устанавливают фиксаторы (не показаны), обеспечивающие правильное положение заготовки на матрице.
Штамп готов к работе.
Формула изобрете ни я
Матрица универсального штампа для гибки, выполненная в виде двух ползушек, несущих полуматрицы и установленных на основании с возможностью относительного перемещения, отличающаяся тем, что, с целью обеспечения изготовления деталей V -образной формы, полуматрицы выполнены в виде пластин со скосом, образуюших заданную форму летали и установленных перпендикулярно основанию и параллельно одна другой на расстоянии, нрёвышающем толщину пластины, а пластины одной полуматрицы смещены относительно пластин другой полуматриды на величину, по крайней мере равную толщине пластины.
