. -,: : .-1 -,
Изобретение относится к обработке металлов давлением, в частности к поперечно-винтовой прокатке сплошных и полых профильных заготовок.
Известен способ прокатки сплошных и полых профильных заготовок на трехвалковом стане поперечно-винтовой прокатки с приложением усилия подбора прокатке переднего конца заготовки.
Однако известный, способ не обеспечи- вает достижение точных геометрических . размеров заготовки и не позв.оляет получить высокую чистоту прокатанной поверхности из-за увеличения диаметра прокатываемой заготовки и эе искривления за рабо чими валками в процессе прокатки с подпором.
Для повышения качества изделий предлагается способ, по которому по окончании прокатки заготовку реверсируют и прокатанный с подпором конец заготовки калибруют с приложением к нему усилия натяжегНИН, при этом валки разводят на величину упругой деформации клети и заготовки.
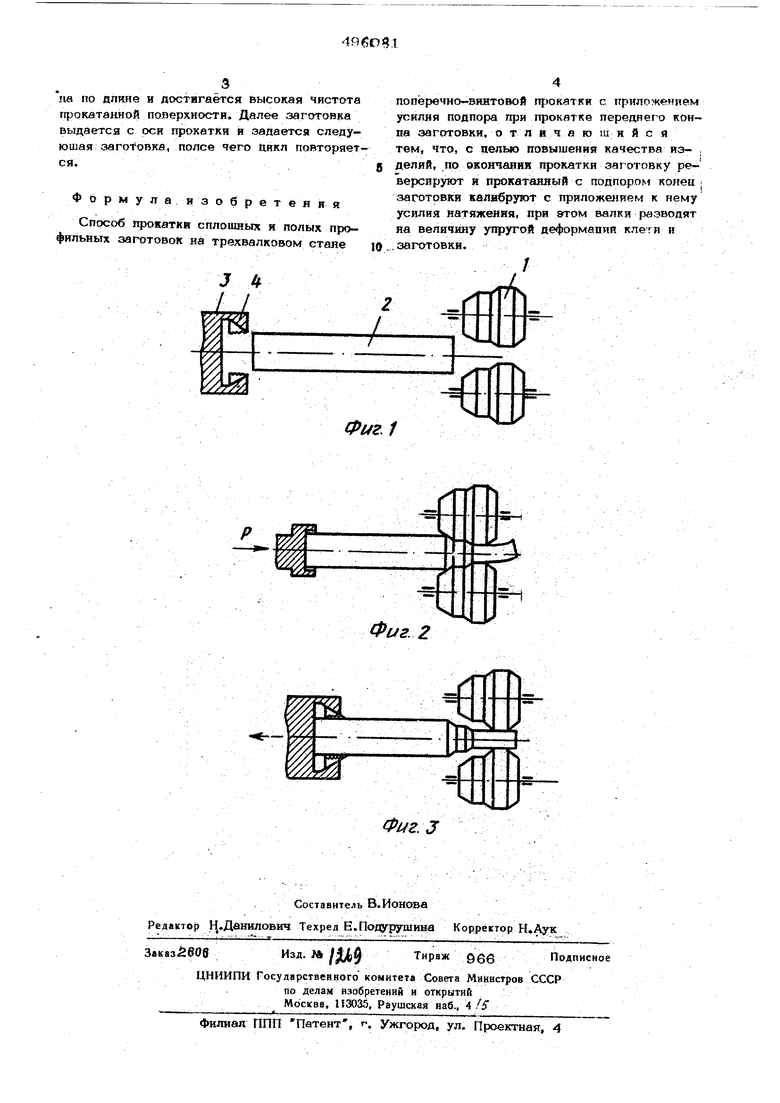
На фиг. 1 показано положение зйготовки перед прокаткой; на фиг. 2 - процейс прокатки конца 1эаго1ве(Кй; на фиг. 3 - процесс калибровки и правки проката пи oio конца заготовки.
Перед началом процесса прокатки валки 1, спрофилировшшые в соответствии с формуемым участком прокатываемого изделия, сводятся на расстояние, соответствующее диаметру готового проката. Заготовка 2 подается механизмом 3 подачи в калибр, врашаюшихся валков 1. Механизм 3 подачи создавая осевое усилие подпора Р, обеспечивает проталкивание заготовки 2 в калибр Валков. Усилие подпора сохраняется в течение прокатки участка заготовки требуемой длины.. .
После прокатки конца заготовка захватывается захватом 4 механизма 3 подачи, валки i разводятся на величину упругой деформации юГети и изделия, механизм 3 реверсиру ется, обеспечивая осевое усилие натяжения. Таким образом, прокатанный .участок калибруется теми же валками при реверсировании направления подачи. При этом проводится прагзка прокатанного кон-
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поперечно-винтовой прокатки полых профильных заготовок | 1979 |
|
SU776728A1 |
| Способ винтовой прокатки периодических профилей | 1988 |
|
SU1593771A1 |
| СПОСОБ ПРОКАТКИ СПЛОШНЫХ ЖЕЛЕЗНОДОРОЖНЫХ ОСЕЙ | 1999 |
|
RU2164190C2 |
| Способ прокатки сплошных железнодорожных осей на трехвалковом стане | 1987 |
|
SU1407646A1 |
| Составной валок стана винтовой прокатки | 1987 |
|
SU1445828A1 |
| Механизм подачи прокатного стана | 1986 |
|
SU1342553A1 |
| Поточная линия для производства сплошных и полых периодических профилей | 1972 |
|
SU487701A1 |
| Способ прокатки профильных гильз | 1979 |
|
SU902958A1 |
| Способ винтовой прокатки | 1989 |
|
SU1694260A1 |
| Способ прокатки полых круглых периодических профилей из трубной заготовки | 1988 |
|
SU1609543A1 |
