зительио 27° на скосе у одного из ее торцов.
Суппорты 4 и 5 (см. фиг. 1) монтируются на вертикальной ллоскости станины, остальные - иа верхней ее ллоскости.
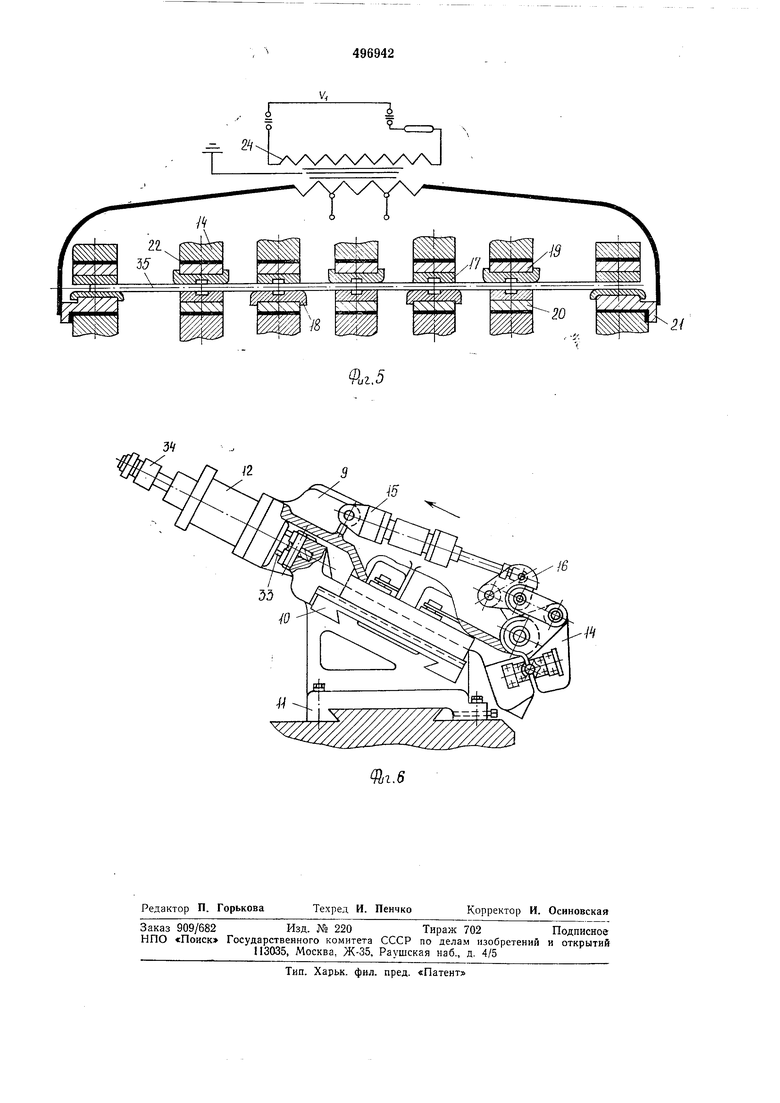
Каждый суппорт состоит из верхней кареткн 9 IH постели .10.
Постель каждого суппорта снабжена взаимно перпендикулярными надравляющими. Направлягондие, расположенные иа верхней ПЛОСКОСТИ, служат для перемещения каретки, натравляющие нижней плоскости - для перемещения всего суппорта по стаийне.
Постель суппорта 4 закреплена иа стаНине неподвижно. Ось суппорта 4 является цеитрсгм станка, к которому сдвигаются суппорты при гибке.
Суппорт 3 (фиг. 6) отличается от остальных наличием дополнительного кронштейна II, являющегося основанием сунпорта. В остальном ло конструкции все суипо рты аналогичны.
Гидравлическ1ие цилиндры 12 служат для радиального перемещения кареток в напр;авлении, перпендикулярном оси изделия по постели, цилиндры 13 - для осевого перемещения всего суппорта но станине вдоль оси изделия.
Каретка 9 каждого суппорта оснащена разъемными контакта|Ми, верхняя часть которых смонтирована в крышке 14, приводимой в движение от зажимного цилиндра 15 через .рычалшый механизм 16.
Конструкция рычажного механизма обеспеч1ив;ает самоторможение зажима ири приложении усилия со стороны изделия на крышку, т. е. при гибке.
Обе половины контакта 17 и 18 крепятся в токо1проводящ.их колодках 19, 20 и 21, изолированных от корпуса стеклотекстолитовыми прокладками 22.
Боковые суппорты 1 и 7 являются токонесущиМ1И. К их иижней колодке 21 кр:епятся гибкне шины 23, идущие от вторичной обмотки силового трансформатора 24.
Разъем1пые контакты 17 и 18 в остальных суппортах служат для шунтирования участков изделия под шейки. Зажшмиые контакты всах суппортов, кро.ме боковых, снабжены специальными выемками для укладки подши1пников изделий, нанизанных на заготовкой до гибк|И.
Все суппорты связаны между собой меха1Н;Нзмамя синхронизации.
Задающими движение всем остальным суппортам являются суппорты 3 и 6. Каретка С3пеорта 3 связана со станиной ЦГарЕирными тягами 25, образующими четырехзвенн-ый пантогр-афный механизм. ТаКИМ образом, связаны между собой суппарты 4, 5 и I, 2, расположенные попарно в одной плоскости. Все остальные суппорТБ1 оснащены гидрОК01П иров:альнымн механизмами 26 и 27, соответственно синхронизации )радкального хода 26 и осевого (ом. фиг. 1).
Для сиихроиизации рабочего хода на корпусе кареток сулиортов 2, 4, 5 и 7 установлены лидрощупы 28, четырехкромочный золотник 29 которых связан через компенсатор 30 с 1 1ареткам;и суппортов 3 и 6.
Для синхронизации осевых перемещений на постелях суплортов 2, 6 и 7 устаиовлеиы такие же гидрощупы, золотники 29 которых связаны с помощью ролика на тяге 31 и компенсатора 30 с копирами 32, смонти рованныМ1И на каретках суппортов 3, 5 ,и 6. Питание гидравлических цилинров 12, 13 от 1малистрал и давления осуществляется гидроприводом обычной конструкции (на чертежах не показан).
Цялиидры, двигающие каретки суппортов I, 3 и 6, la также цилиндры осевого перемещения ностелей питаются неиосредственно от гидропривода. Их скорость регулируется дросселированием. Питание остальных цилиндров осуществляется че1рез гидрощуны 28 механизмов синхронизации. В корпусе лидрощупа 28 имеется пять полостей, из которых средняя, соединена С напорной магистр.алью, две соседние - с соответствующими полостями уиравляемого цилиндра, а крайние две полости - со сливом.
Крайиие положения суппо ртов фиксируются гкесткими упора1ми: исходное положение при загрузке - нерегулируемым упором 33, конечное положение - регулируемым упором 34, с помощью которого устанавливается величина рабочего хода при гибке.
Станок работает следующим образом.
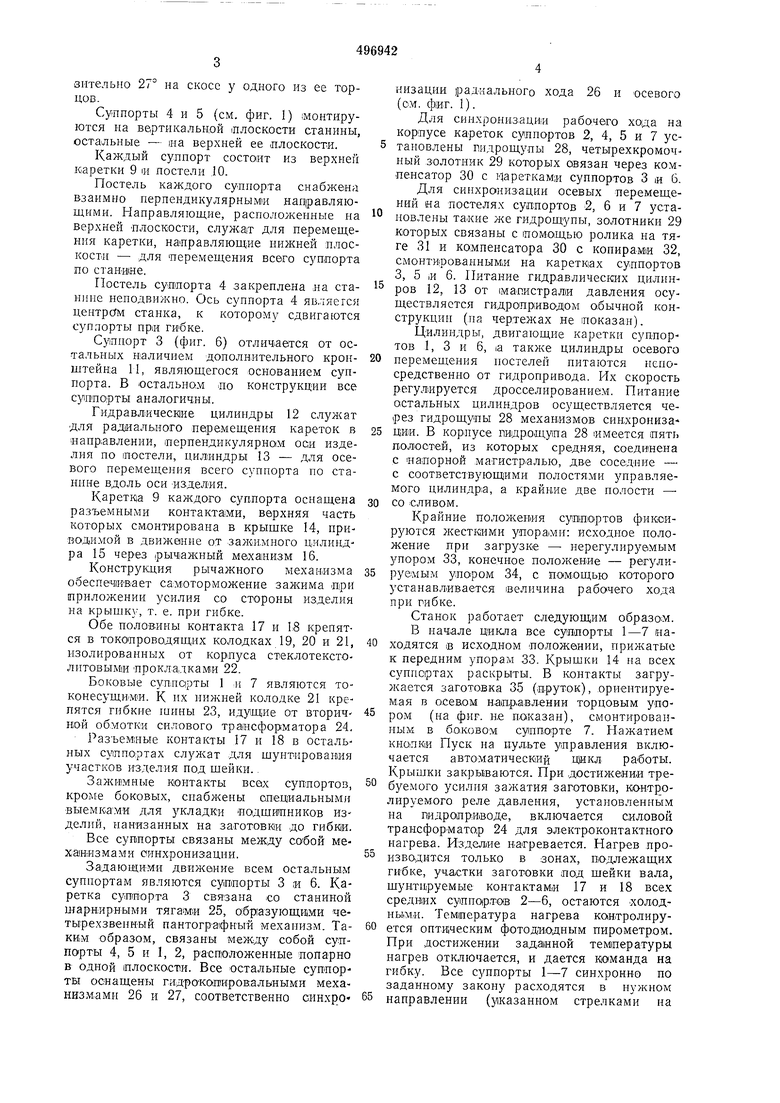
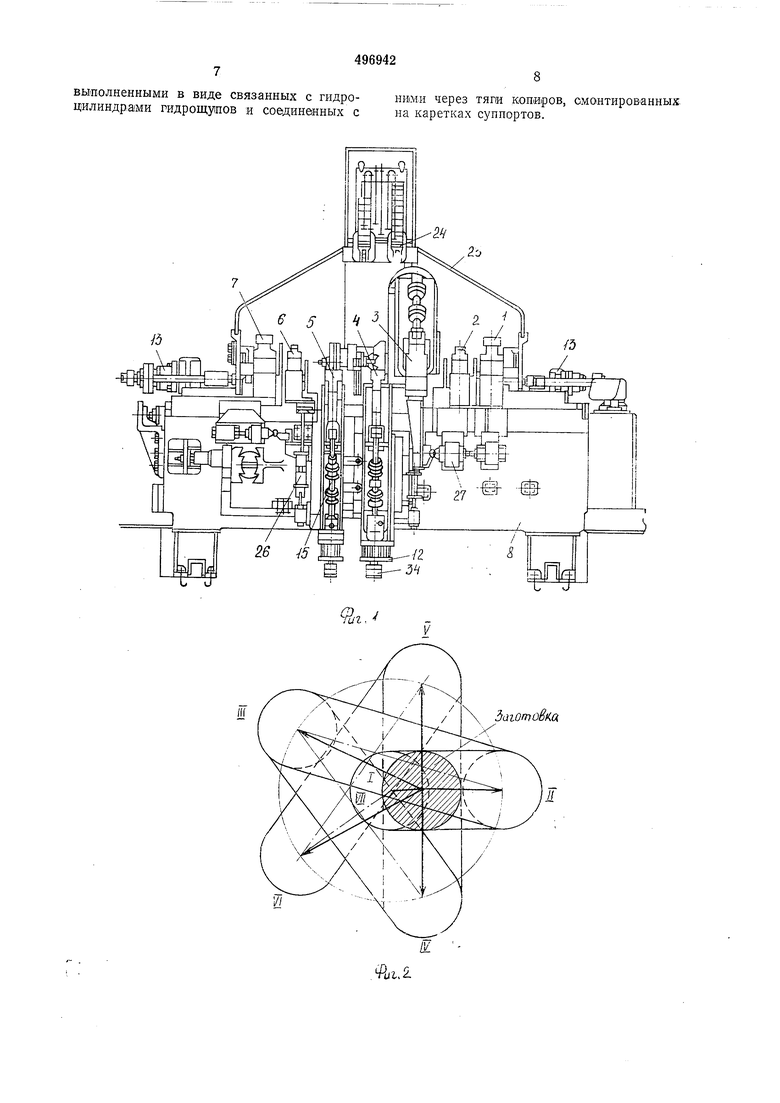
В начале цикла все суппорты 1-7 находятся iB исходном положении, прижатые к передним упорам 33. Крышки 14 на всех суппортах раскрыты. В контакты загружается заготовка 35 (п.руток), ориентируемая в осевом напр.авдении торцовым упором (на фиг. н.е иаказаи), смонтироваииым в бо-ковом суипорте 7. Нажатием кнопки Пуск на цудьте управления включается автоматический щикл работы. Крышки закрываются. При достижени-и требуемого усилия зажатия заготовки, ко-нтр олируемого рел.е давления, устаиовлениым на лидролриводе, включается силовой трансформатор 24 для электроконтактного иагрев,а. Изделие нагревается. Нагрев производится только в зонах, подлежащих ги-бке, участки заготовки под шейки вала, шунтируемые контактами 17 и 18 все.к средних сулпсчртов 2-6, остаются -холодньми. Тем1пер атура нагрева кантролируется оптическим фотодиодным пирометром. При достижении заданной температуры нагрев отключается, и дается К|С«манда на гибку. Все с)шпорты 1-7 синхронно по заданному закону расходятся в нужном направлении (указанном стрелками на
фиг. 3). Закон перемещения суппортов задан механизмами синхронизации.
Рабочий ход суппортов осуществляется до регулируемых упоров 34, снабженных дифференциальными гайками с нониусами для тонкой настройки хода каждого из суппортов. В конце рабочего хода включается реле времени, задающее время выдерж1Ш детали для остываиия в контак1тах 17 и 18 суппортов, прлжатых к . По окончани,и выдержки контакты 17 раскрываются. Изделие вручную выгружают на специальную плиту (ла ч-ертежах не показана) для дальнейшего остывания. Нажатием кнопки Возврат суппорты возвращаются в исходное положение. Станок готов к повторению цикла.
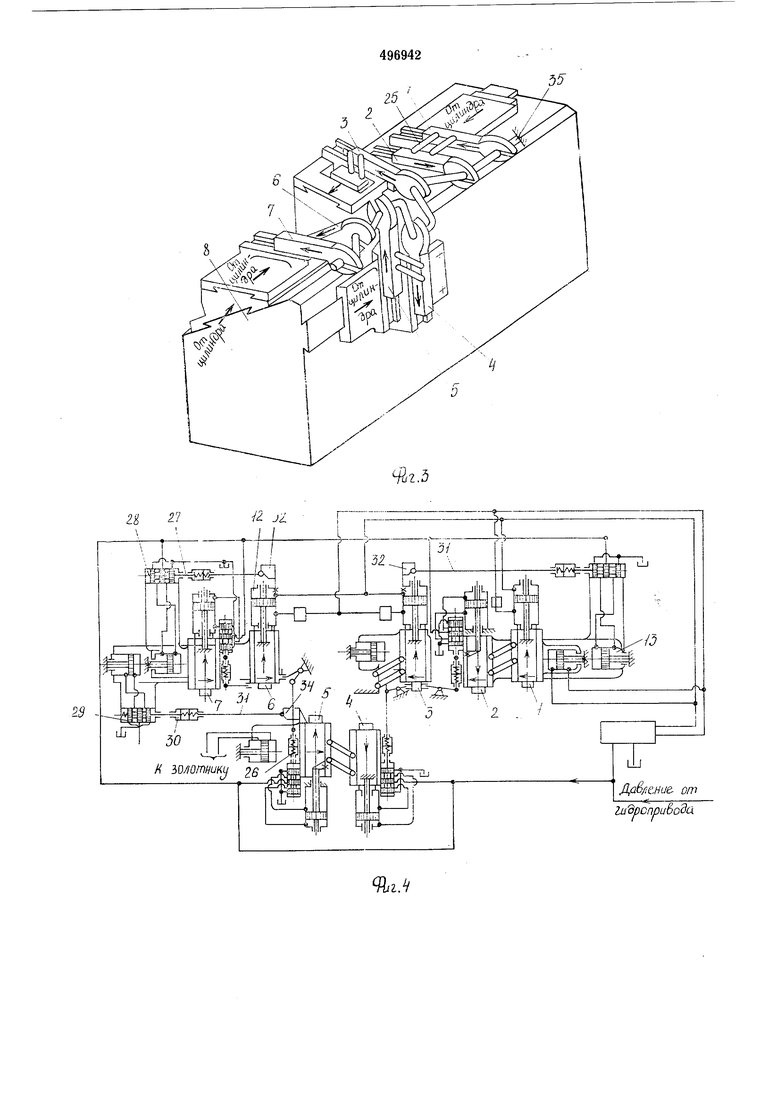
Механизмы 26, 27 синхронизации работают следующим образом (см. фиг. 4). Осевое по правочное сбл1ижение суппортов 3 и 5 к центру станка в зависимостн от радиального относительного перемещения их KiapeTOK осуществляется за счет щарнириого параллелограмма, о бразуемого тягам1и 25. Так же осуществляется и сближение П1ри гибке между суппортами 1 и 2, расположенными в одной плоскости. Синхронизация радиального и осевого хода остальных суппортов осуществлена гидрокопирование1М с помощью семи лидрощупов 28. Золотник 29 смонтирован ;в корпусе гидрощуиа 28 таким образом, 1что кромки его выступов совпадают с кромками соответствующих полостей корпуса гидрощупа 28. В этом положении все полости гидрощуиа 28 нзолированы друг от друга.
Если золотник 29 сдвинуть в сторону хода управляемого cynnqpra, то масло из сети через открывщиеся полости гидрощупа 28 пройдет в рабочую полость управляемого цилиндра 12, а другая полость дил индра 12 соединится со сливом. Цилиндр 12 передвинет каретку 9 вместе с установленным на ней корпусом гидрощупа 28, в результате чего перекроется щель между корпусом щупа 28 и золотником 29, и доступ в цилиндр 12 снова будет закрыт. Для дальнейщего хода необходимо снова сдвинуть золотиик 29 гпдрощупа 28. Так будет продолжаться до тех пор, пока недомая каретка 9 не встанет на жесткий упор 34, тогда золотник 29 щупа 28, продвииувщясь вперед, оставит щель, через которую цилиндр .12 все время остается -соединенным с магистралью гидропривода и находится под давлеиием все время выдержки, когда суппорты прижаты к упорам 34.
Отличительной особенностью гиарокопировальных механизмов 27, задающих осевое поправочное движение суппортам 2, б и 7, является суммирование величины сближения соседних суипортов, например 5 и 6 при радиальном ходе их кареток 9, с величиной осевого перемещения предыдущих суппортов, например 5 к суппорту 4, от центральных к крайним.
Сближение же соседних суппортов 2 и 3, 5 и 6, 6 и 7, (т. е. уменьшение расстояния между ) в зависимости от радиального хода их кареток 9 происходит по закону, определяемому разверткой колена изделия в каждый момент гиба, и задается профллем копира на каретках 9 суппортов 3, 5 и 6, задающих двилхеиие. Например, при гибке за счет шарнирных тяг 25 суппорт 5 ириближается к суппорту 4 (центру станка) в соответствии с радиальным ходом кареток 9. Тяга 31, следуя под воздействием пружины за копиром 32 каретки 5, сдвинет на эту же величину золотник 29 гидрощупа 28, установленного на ностели суппорта 6, следовательно cj nnoipT 6 переместится к суппорту 5, одновременно с этим в процессе радиального перемещения каретки 9 суппорта 5 и снихронно-связанного с ниМ радиального перемещения каретки суппорта 6, ролик тяги 31 будег скользить По профилю копира, сообщая постелп суппорта 6 дополвителыное осевое перемещение, зависимое от относительного радиального хода кареток суппортов 5 и 6.
Аналогично это-му работают « механизмы синхронизации осевого -хода суппортов 2 и 7.
Формула изобретения
1- Станок для изготовления деталей типа коленчатых валов, содержащий располол енные на станине и перемещаемые от привода в радиальном и осевом направлении суппорты, формующие коренные и щатунные Щ:ейки, а также устройство для нагрева, отличающийся тем, что, с целью обеспечения возможности изготовления валов сложной геометрической конфигурации, преимущественно с расположением щатунных щеек в пяти плоскостях, суппорты, формующие по крайней мере три щатуниые и две коренные щейки детали, установлены на параллельных направляющих, предусмотренных в станине, трн из которых расположены в одной плоскости, а две - в другой, перпендикулярной первой, а суппорты, формующие две другие щатуные щейки, установлены под углом к одной из направляющих трех упомя нутых cyinnqpTOB, при этом продольная ос;ь, опре|Деляющая исходное положение всех сзппортов, расположена на пересечении упомянутых плоскостей.
2. Станок по п. 1, отличающийся тем, что привод суппортов выполнен в виде гидравлических цилиндров, снабженных гидроколировальными механизмами синхронизации радиального я осевого хода их. 7 выполненными в виде связанных с гидроцилиндрами гидрощупов н соединенных с 8 ними через тяги копиров, омонтиров-анных на каретках суппортов.

| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| ТОКАРНО-РЕВОЛЬБЕРНЫЙ КОПИРОВАЛЬНЫЙ СТАНОК | 1968 |
|
SU217864A1 |
| Станок многошпиндельный сверлильно-пазовальный для выборки пазов и отверстий в ножках стула | 1982 |
|
SU1055646A1 |
| Токарно-расточносверлильный агрегат | 1938 |
|
SU60632A1 |
| Гидрокопировальный резьботокарный станок | 1985 |
|
SU1313601A1 |
| Устройство для соединения в фальц боковин с обечайкой изделий -образной формы | 1975 |
|
SU559757A1 |
| Станок для обработки концов труб | 1986 |
|
SU1404202A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ СЛЕДА И ОДНОВРЕМЕННОГО ОКОЛАЧИВАНИЯ БОКОВОЙ ПОВЕРХНОСТИ ЗАГОТОВКИОБУВИ | 1966 |
|
SU188326A1 |
| Суппорт | 1989 |
|
SU1673276A1 |
| Сменный копировальный суппорт со следящим гидравлическим устройством к токарным станкам | 1956 |
|
SU109209A1 |
Ж
daiomoBi a
z,5
Д,а6,, от ludpcnpuBoda.
