1
Изобретение относится к области автоматики и вычислительной техники и может быть использовано для механизации процессов управления производством крупных предприятий по ремонту машин, использующих поточные методы организации производства.
Известно устройство для управления производственным процессом при ремонте машин, содержаш,ее блоки ввода информации, блок регистрации фактического выпуска деталей, блоки индикации, блок накопления информации, блок формирования задания и блок анализа.
Цель изобретения - повышение точности работы устройства.
Это достигается тем, что в устройство введены последовательно соединенные блок ввода информации о количестве собранных машин и блок вычитания, подключенный к блокам формирования задания и регистрации фактического выпуска деталей.
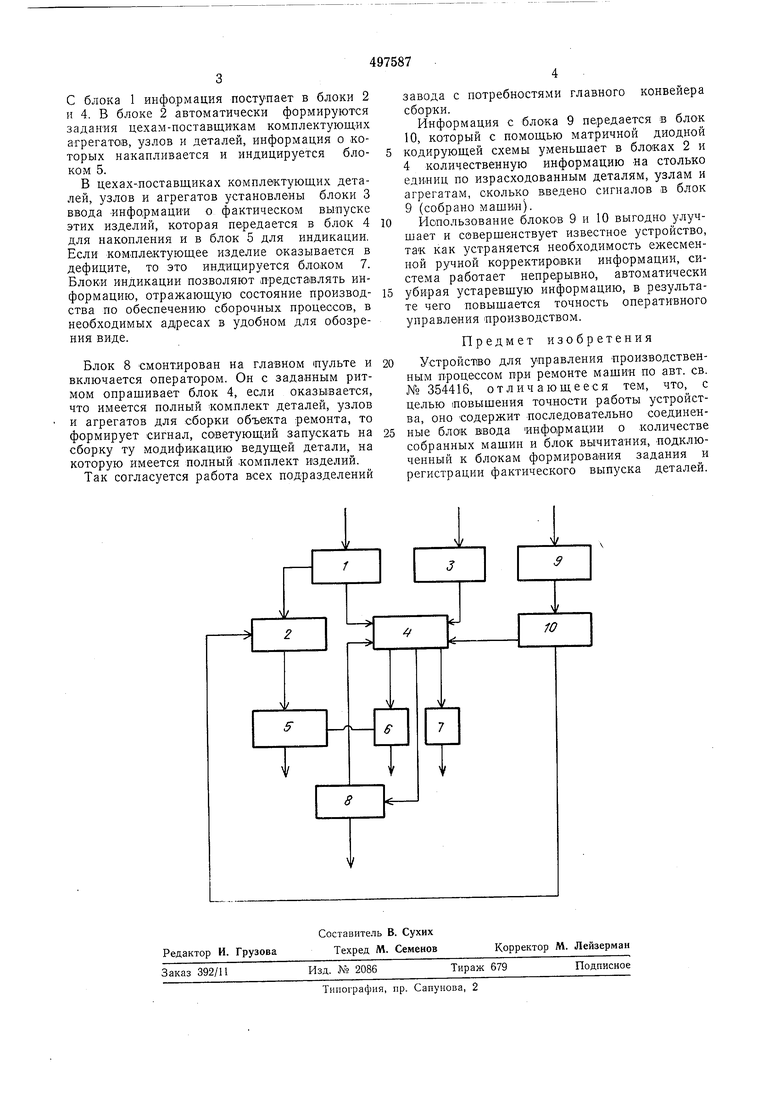
На чертеже приведена блок-схема предлагаемого устройства.
Оно содержит блок 1 ввода информации о запуске ведуньей (базовой детали), блок 2 автоматического формирования заданий цехам-поставшикам, блок 3 ввода информации о фактическом Выпуске составляющих комплекта изделий (за исключением ведущей детали), блок 4 регистрации фактического выпуска деталей, узлов и агрегатов изделия (в том числе и ведущей детали), блок 5 накопления Плановой информации и индикации задания цехам-поставщикам, блок 6 индикации
фактического выпуска деталей, узлов и агрегатов изделий, блок 7 индикации дефицита, блок 8 анализа фактической укомплектованности и выдачи соответствующих команд, блок 9 ввода информации с главного конвейера о собранных машинах и блок 10 вычитания из потребности и заделов комплектующих деталей, узлов и агрегатов изделия.
Блоки 1, 3 и 9, обеспечивающие ввод сигналов с рабочих мест мастеров производственных участков, конструктивно /выполнены на контактных устройствах различного типа, блоки 2 и 4 - на реверсивных шаговых искателях и электромагнитных реле. Блоки 5 и 6 включают матричные диодные кодирующие
схемы и цифровые неоновые индикаторы, блок 8 - электронный генератор импульсов, реле, шаговые искатели и матричную диодную кодирующую схему, блок 10 - шаговЫе искатели и матричную диодную кодирующую
схему. Блок 7 изготовлен на сигнальных лампах.
После разборки изделия ведущая деталь попадает на пост контроля технического состояния. Если деталь не выбраковывают, то в
блок 1 вводится информация о ее запуске.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УПРАВЛЕНИЯ ПРОИЗВОДСТВЕННЫМ ПРОЦЕССОМ ПРИ РЕМОНТЕ МАШИН | 1972 |
|
SU354416A1 |
| Устройство для управления производственным процессом при ремонте машин | 1975 |
|
SU557368A2 |
| Устройство для управления производст-ВЕННыМ пРОцЕССОМ пРи PEMOHTE МАшиН | 1979 |
|
SU802968A2 |
| Устройство для управления производственным процессом при ремонте машин | 1977 |
|
SU679988A2 |
| Устройство для управления производственным процессом ремонта машин | 1975 |
|
SU723511A1 |
| Устройство с цифровым программным управлением для промышленного оборудования | 1960 |
|
SU147431A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРАЛИЗОВАННОГО| | 1972 |
|
SU326582A1 |
| Устройство для контроля производственного процесса | 1976 |
|
SU642717A1 |
| Устройство для управления производственным процессом ремонта машин | 1985 |
|
SU1314305A1 |
| Устройство для автоматического контроля работы оборудования | 1978 |
|
SU746637A1 |
