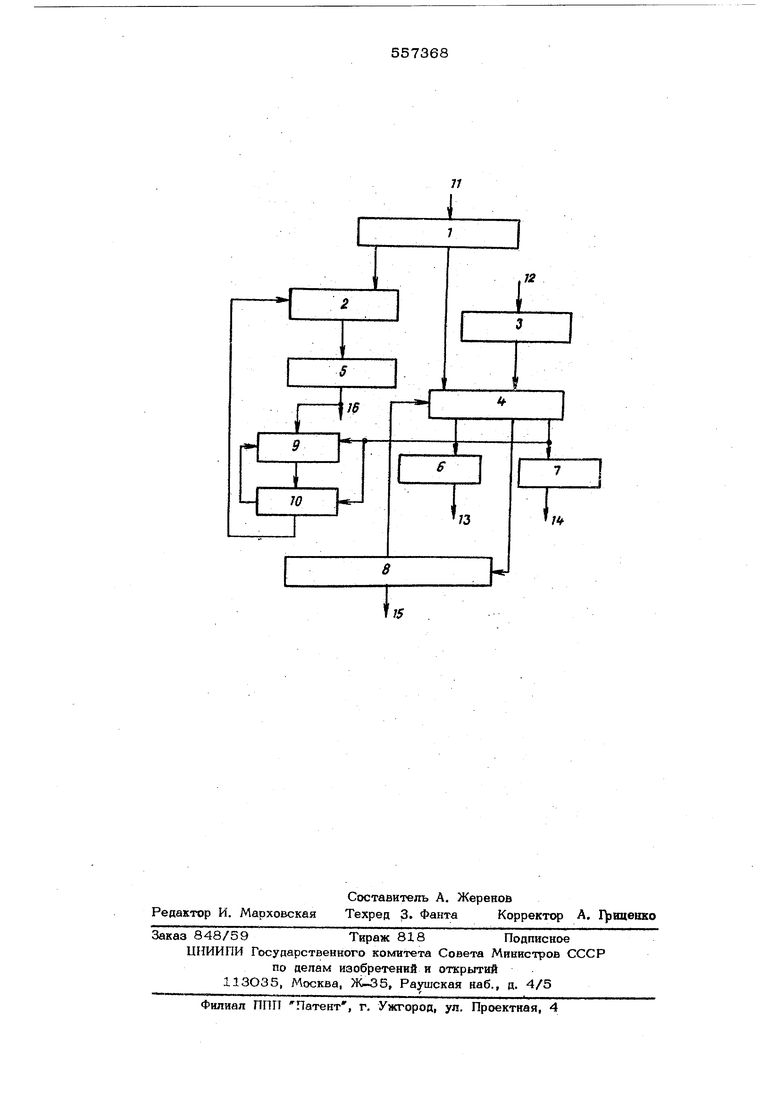
Лякнднх комплект изделий (за исключением ведущей детали), блок 4 - для регистрации фактического выпуска деталей, узлов н агрегатов изделия { в т. ч. и ведущей детали), блок 5 - предназначен для накопления плановой информации и индикации задания цехам-поставщикам, блок 6 - для индикации фактического выпуска деталей, узлов и агрегатов изделий, блок 7 - для индикации дефицита, блок 8 для анализа фактической укомплектованности и выдачи советувдщих команд. Блок памяти 9 выпол нен на феррйтовых кольцах и содержит мы управления и регистры на логических элементах. Блок 1О сравнения выполнен на логических элементах и содержит элементы сопряжения с блоком 2, входы 11, 12 и выходы 13-.16 устройства..
Блоки 1 и 3 выполнены на контактных узлах, вынесенных на рабочие места цехов-поставщиков, блоки 2 и 4 вьшолнены на электромагнитных реле н шаговых ис кателях, блоки 5 и 6 - на цифровых неоновых лампах, блок 7 выполнен на сигнальных лампах, блок 8 включает электронный генератор импульсов, электромагнитные реле и шаговые искатели.
После разборки изделия ведущая деталь поступает на пост контроля технического сос1 ояаия. ЕСЛИ деталь не выбраковывают,, то в блок 1 вводится информация о ее запуске.
С опока 1 информация поступает в блоки 2 я 4. В блоке 2 автоматически формируется заяание цехам-поставщикам по выпуску деталей, узлов к агрегатов, необхо-, цимых датя сборки изделия той модификации , к которой относится ведущая деталь, В блоке 5 задания накапливаются и выдаются HQ табло индикации в цехе и на центральный пульт главного диспетчера.
В цехах-поставщиках установлены блоки 3, предназначенные для ввода информации о фактическом выпуске деталей, узлов н агрегатов. Эта информация регистрируется блоком 4 и одновременно выдается на табло индикации цеха и на центральный пульт главного диспетчера блоками 6 и 7, причем создавшийся дефицит индицируется отдельно. На табло индикации в цехах и у главного диспетчера сутммарное задание, суьашрный фактической выпуск и дефицит
представлены в удобном для обозрения виде.
По получении этой информации отдаются распоряжения jio ликвидации дефицита, а затем принимаются оперативные меры по приведению в соответствие фактическое го вьтуска с фактической потребностью главного конвейера сборки. При этом распоряжение по ликвидации дефицита (через блок 5), так же как и информация о дефиците (через блок 4), запоминается в блоке 9. В случае, если аналогичное распоряжение уже имело место в течение заданного времени, например, в течение суток, то блок сравнения 10 считывает эту информацию из блока 9 памяти и подает команду в блок 2 помимо диспетчера. Та« кой процесс будет продолжаться до тех пор, пока не исчерпается избыточное количество деталей, заказанных диспетчером первый раз. Одновременно в запоминающем блоке происходит уточнение оставшегося дефицита с помощью блока 10 сравнения.
Таким образом, диспетчер, приняв реше. ние по ликвидации дефицита один раз, в дальнейшем освобожден от принятия однотипных решений.
Формула изобретения
Устройство для управления производств венным процессом при ремонте машин по авт. свид. № 354416, отличающее с я тем, что с целью повышения эффективности работы устройства путем уменьшения времени выбора решения, ВНе- го введены блок памяти и блок сравнения, выходы которого подключены соответственно к управляющему входу блока формирования задания и к первому входу блока памяти, выход блока регистрации фактического выпуска деталей подключен к первому блока сравнения и второму входу блока памяти, третий вход которого соединен с выходом блока накопления инфЕ мации, вы ход блока памяти соединен со вторым входом блока сравнения.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство № 354416 22,03.71, М. Кл, G 06 F 15/20.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УПРАВЛЕНИЯ ПРОИЗВОДСТВЕННЫМ ПРОЦЕССОМ ПРИ РЕМОНТЕ МАШИН | 1972 |
|
SU354416A1 |
| Устройство для управления производст-ВЕННыМ пРОцЕССОМ пРи PEMOHTE МАшиН | 1979 |
|
SU802968A2 |
| Устройство для управления производственным процессом при ремонте машин | 1974 |
|
SU497587A2 |
| Устройство для управления производственным процессом ремонта машин | 1975 |
|
SU723511A1 |
| Устройство для управления производственным процессом при ремонте машин | 1977 |
|
SU679988A2 |
| Система передачи и приема сигналов контроля | 1981 |
|
SU999081A1 |
| Устройство для контроля производственного процесса | 1976 |
|
SU642717A1 |
| УСТРОЙСТВО для КОНТРОЛЯ РАБОТЫ ПРОИЗВОДСТВЕННОГО ОБОРУДОВАНИЯ | 1973 |
|
SU407357A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРАЛИЗОВАННОГО| | 1972 |
|
SU326582A1 |
| Устройство для централизованного управления строительным производством | 1973 |
|
SU477422A1 |