Изобретение относится к контактной сварке объемных арматурных каркасов железобетонных изделий.
Известно устройство для контактной сваркп объемных арматурных каркасов, содержащее станину, на которой смонтированы кондуктор, механизм перемещения каркаса, электроды с приводами давления и токопроводящую балку, установленную в упорных бащмаках с возможностью возвратно-поступательного перемещения.
Однако известное устройство не обеспечивает достаточно высокой производительности из-за необходимости поочередной сварки пересечений каркаса в каждой плоскости с поворотом каркаса на 90°-180° в поворотных планщайбах.
Цель изобретения - повышение производительности при изготовлении объемных арматурных каркасов.
Для достижения этой цели устройство снабжено второй, установленной симметрично первой токопровОлТ;ящей балкой и дополнительными направляющими, в которых размещены упорные бащмаки обеих токопроводящих балок с возможностью одновременного перемещения в противоположные стороны в направлении, параллельном оси электродов, под действием приводных клиньев, расположенных между указанными упорными оащмаками.
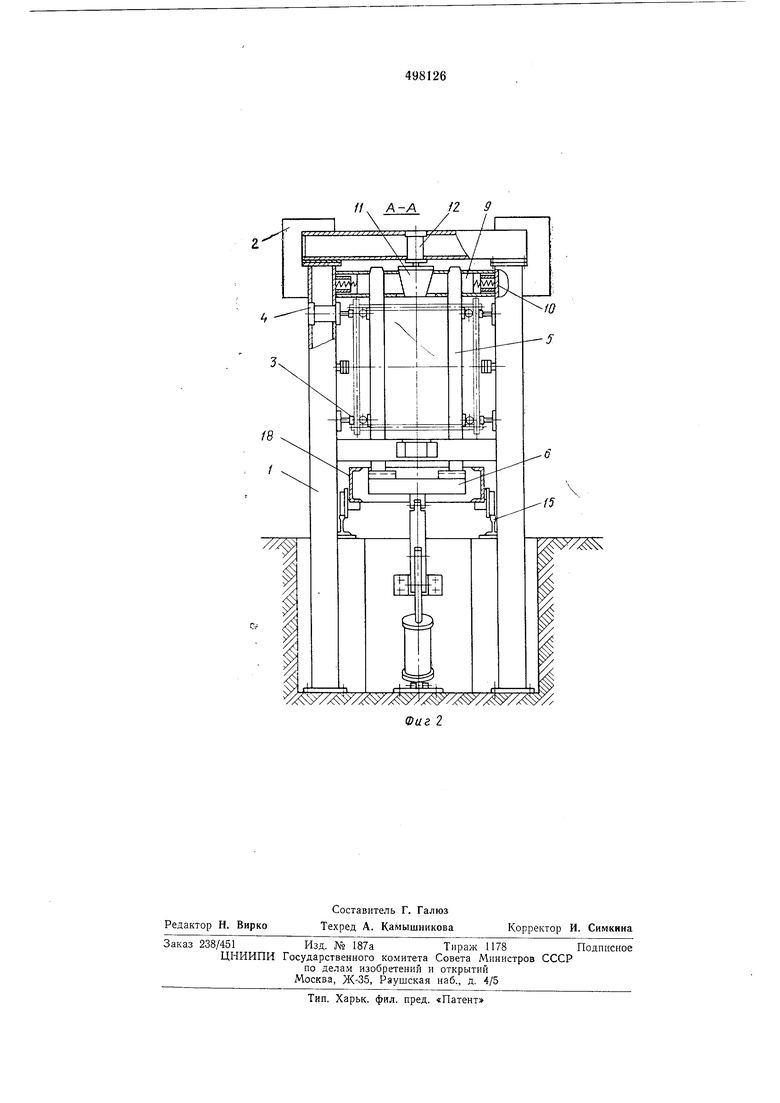
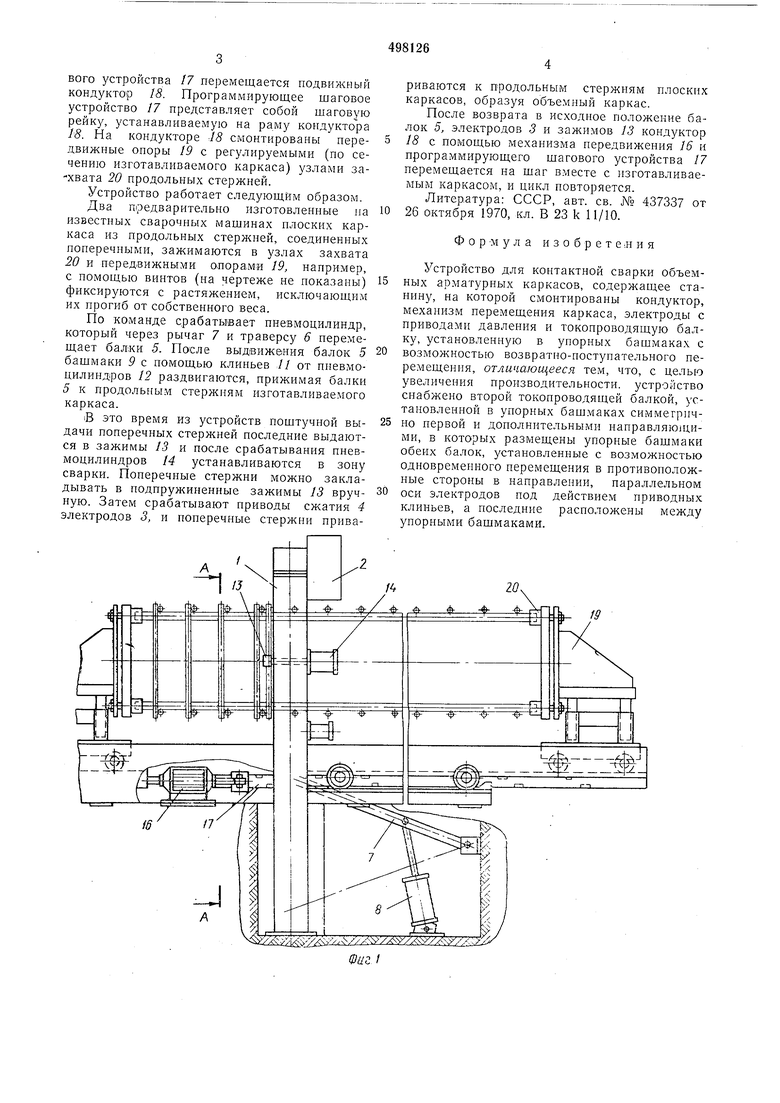
На фиг. 1 - изображено устройство, общий вид; на фиг. 2 - разрез по А-Л на фиг. 1.
На станине / установлены сварочные трансформаторы 2, сварочные электроды 3 с приводами сжатия 4 и симметрично расположенные относительно оси устройства две токопроводящие балки 5. Балки смонтированы на общей траверсе 6, связанной с рычагом 7, имеющим возвратно-поступательное перемещение от пневмоцилиндра 8. Упорные башмаки 9 токопроводящпх балок установлены в дополнительных направляющих 10, закрепленных на станине /, и имеют возможность возвратно-поступательного перемещения нараллельно оси электродов 3 с помощью клина // от пневмоцилиндров 12. На станине / между каждой балкой и противолежащ.ими ей электродами 3 смонти1рованы механизмы подачи поперечных стержней в виде подпружиненного зажима ilB, закреплен«ofo на щтоке пневмоцилиндра J4. На той /ке стагпше / смонтированы устройства поштучной выдачи поперечных стержней и передачи их в зажимы 13 (на чертеже не показаны). Сквозь станину / проходят направляющие 15, по которым с помощью механизма передвижения М к программирующего шагового устройства /7 перемещается подвил ныр1 кондуктор 18. Программирующее щаговое устройство 17 представляет собой шаговую рейку, устанавливаемую на раму кондуктора 18. На кондукторе l8 смонтированы передвижные опоры 19 с регулируемыми (по сечению изготавливаемого каркаса) узлами за-хвата 20 продольных стержней.
Устройство работает следующим образом.
Два предварительно изготовленные на известных сварочных машинах плоских каркаса из продольных стержней, соединенных поперечными, зажимаются в узлах захвата 20 и нередвижными опорами 19, например, с помощью БИНТОВ (на чертеже не показаны) фиксируются с растяжением, исключающим их прогиб от собственного веса.
По команде срабатывает пневмоцилиндр, который через рычаг 7 и траверсу 6 перемещает балки 5. После выдвижения балок 5 башмаки 9 с помощью клиньев 11 от пневмоцилиндров 12 раздвигаются, прижимая балки 5 к продольным стержням изготавливаемого каркаса.
В это время нз устройств поштучной выдачи поперечных стержней последние выдаются в зажимы 13 и после срабатывания пневмоцилиндроБ 14 устанавливаются в зону сварки. Поперечные стержни можно закладывать Б подпружиненные зажимы 13 вручную. Затем срабатывают приводы сжатия 4 электродов 3, и поперечные стержни привариваются к продольным стержням плоскпх каркасов, образуя объемный каркас.
После возврата в исходное положение балок 5, электродов 3 и зажимов 13 кондуктор 18 с помощью механизма передвижения 16 и програ.ммирующего щагоБОго устройства 17 перемешается на шаг вместе с изготавливаемым каркасом, и цикл повторяется.
Литература: СССР, авт. св. №. 437337 от 26 октября 1970, кл. В 23 k 11/10.
ФорМула изобретения
Устройство для контактной сварки объемных ар.матурных каркасов, содержащее станину, на которой смонтированы кондуктор, механизм перемещения каркаса, электроды с приводами давления и токопроводящую балку, установленную в упорных башмаках с возможностью возвратно-ноступательного перемещення, отличающееся тем, что, с целью увеличения производительности, устройство снабжено второй токопроводящей балкой, установленной в упорных баш.маках симмегрпчно первой н дополнительными направляющими, в которых размещены упорные башмаки обеих балок, установленные с возможностью одновременного перемещения в противоположные стороны в направлении, параллельном оси электродов под действием приводных клиньев, а последние расположены между упорными башмаками.
./
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки пространственных арматурныхКАРКАСОВ | 1970 |
|
SU437337A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU339363A1 |
| УСТРОЙСТВО для ПОДАЧИ ПОПЕРЕЧНЫХ СТЕРЖНЕЙ ПРИ КОНТАКТНОЙ СВАРКЕ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU293666A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| Линия для изготовления пространственных арматурных каркасов | 1987 |
|
SU1440646A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| МАШИНА ДЛЯ ГИБКИ | 1971 |
|
SU306891A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |