направляющие 13 и 14, на которых смонтированы суппорты 5 и 6, установлены с возможностью изменения угла между ними.
Работает установка для сварки изделий с прямоугольным контуром следующим образом.
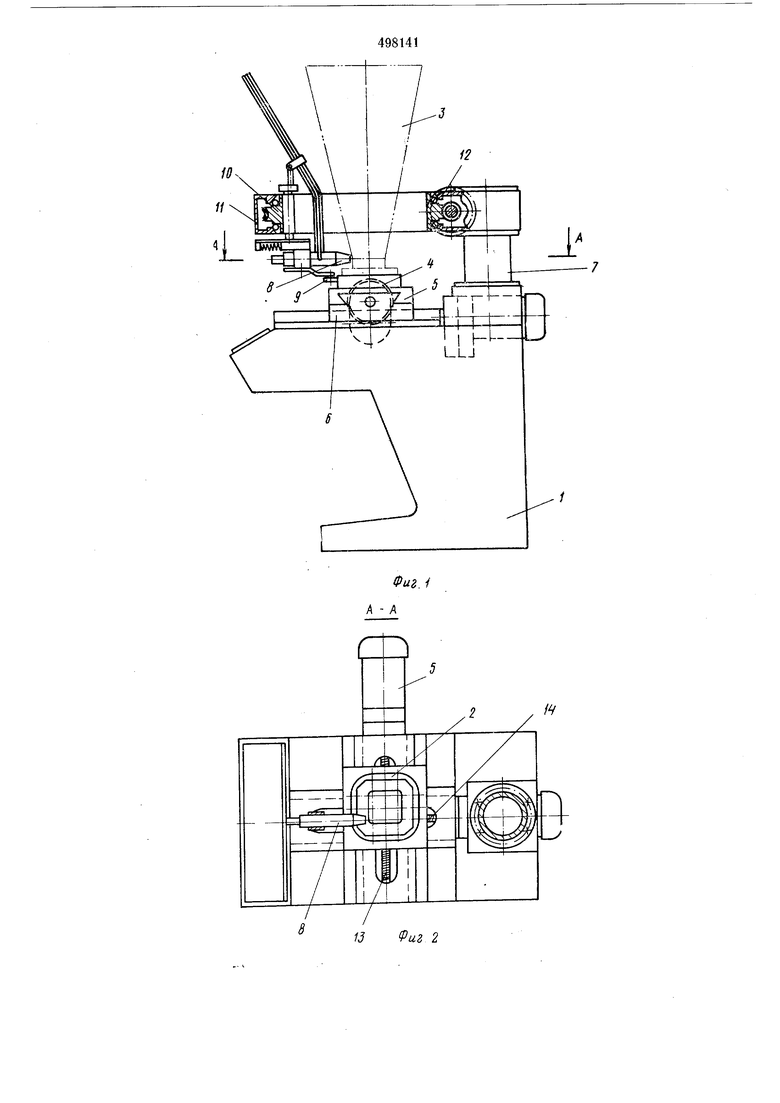
Изделие 3 с шаблоном 4 устанавливается на приспособлении 2 и включением приводов суппортов 5 и 6 ставится в исходное положение, при котором центр радиуса закругления изделия совпадает с осью поворота горелки 8. При включении установки суппорт 5 перемещает изделие относительно горелки 8 до совпадения центра радиуса следующего закругления с осью поворота горелки. Приводы суппортов 5 и 6 и привод 12 перемещения горелки сблокированы между собой через схему управления таким образом, что конец каждого перемещения изделия совпадает с началом поворота сварочной горелки на 90° относительно неподвижного изделия 3 по траектории, соответствующей закруглению этого изделия, с окружной скоростью, равной скорости сварки. По окончании поворота горелки включается привод суппорта 6, перемещающего изделие на величину прямолинейного участка, и при совпадении радиуса с осью поворота горелки происходит его отключение и включение поворота горелки.
Аналогично выщеописанному продолжается цикл сварки до возвращения изделия и сварочной головки в исходное положение.
При сварке изделий с параллелограммпым
контуром производится предварительная настройка взаимного расположения направляющих суппортов параллельно сторонам изделия и настройка поворота горелки на участках закругления изделия на угол, соответствующий углу между направляющими суппортов. Работает установка аналогично вышеописанному.
Формула изобретения
Установка для сварки коробчатых изделий с закругленными углами, содержащая смонтированные на станине стойку с приводом
перемещения горелки, снабженной копирующим пальцем, стол с приспособлением для крепления свариваемого изделия и шаблона, установленный на верхнем приводном суппорте, причем оба суппорта смонтированы на
взаимно перекрещивающихся направляющих, и схему управления, отличающаяся тем, что, с целью повышепия производительности и качества сварки, направляющие суппортов смонтированы с возможностью изменения угла между ними, а привод перемещения горелки с копирующим пальцем, установленной с возможностью радиального перемещения, представляет собой поворотную планшайбу, опирающуюся на наружную кольцевую опору,
выполненную в виде двойного упорного подщипника качения, смонтированную на стойке, и сблокирован через схему управления с приводами перемещения суппортов с изделием.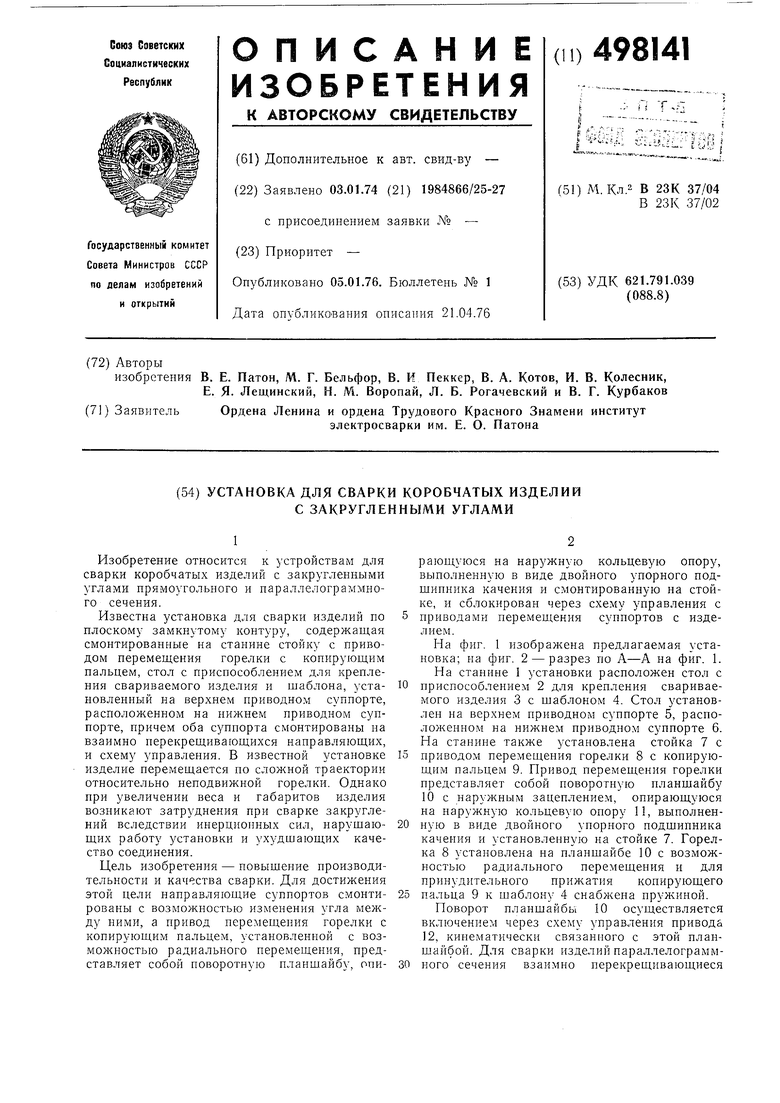
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки замкнутых криволинейных швов | 1978 |
|
SU719842A1 |
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| Автомат для дуговой приварки труб к трубным решеткам | 1979 |
|
SU919838A2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2005 |
|
RU2305616C1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| Установка для автоматической сварки прямоугольных изделий с закругленными углами | 1986 |
|
SU1454623A1 |
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |
| Установка для сборки под сварку и сварки вставок с пластиной,имеющей дугообразный участок | 1980 |
|
SU899317A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |