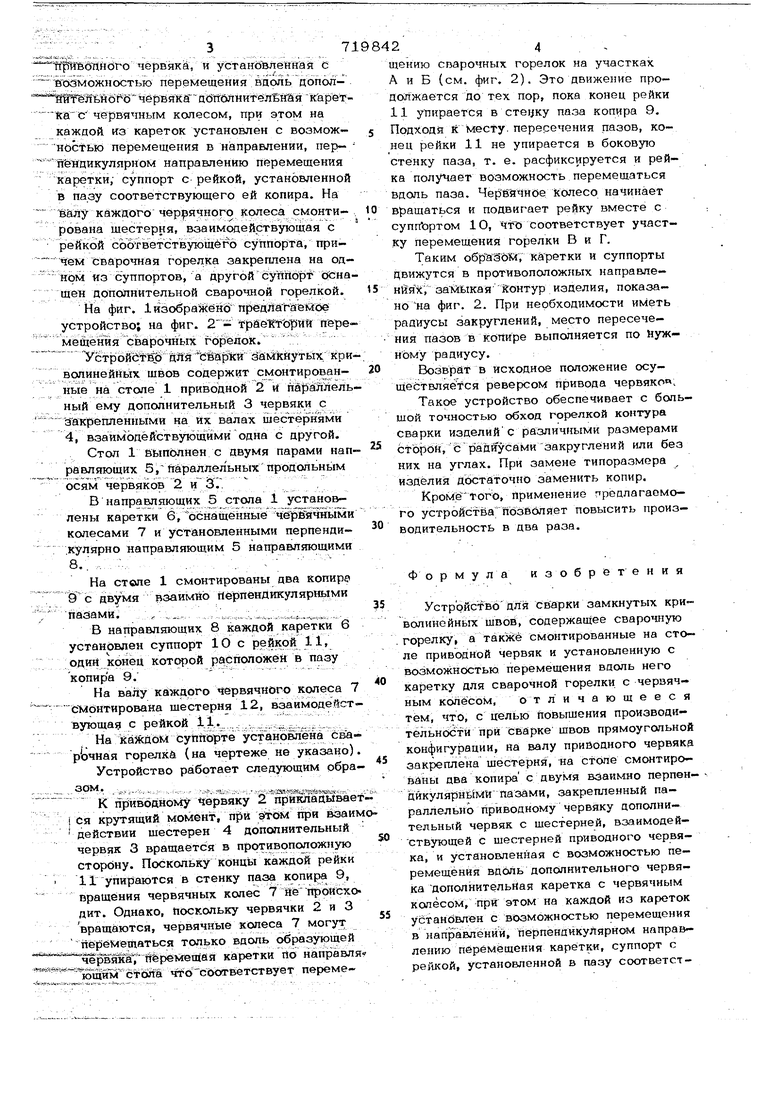
Изобретение относится к устройствам для сварки изделий, имеющих контур шва в виде прямоугольника с прямыми или закругленными углами. Известна установка для сварки коробчатых изделий с закругленными углами, содержащая стол с двумя взаимнопере- секающймися суппортами для закрепления изделия и копира, а также кольцевую опору для перемещения сварочной горелки JL} . Однако кинематическая схема этого устройства сложна, включает в себя три электропривода с системой конечных выключателей, требующих очень точной; настройки, и, кроме того, при наличии очень малых радиусов закруглений, эта система работать не может. Наиболее близким по технической сущ ности и достигаемому результату являет ся устройство для сварки замкнутых кри волинейных швов, содержащее сварочную горелку, а также смонтированные на сто ле приводной червяк и установленную с возможностью перемещения вдоль него каретку для сварочной горелки с червячным колесом 2. В этом устройстве сварка криволинейного шва осуществляется при перемещении сварочной горелки от одного приводного червяка. Однако данное устройство не обеспечивает сварки изделий прямоугольной формы и, кроме того, имеет низкую производительность и недостаточную точность перемещения горелки вдоль криволинейного шва. Цель изобретения - обеспечение сварки швов прямоугольной конфигурации, повышение производительности и точности выполнения швов. Цель достигается тем, что на валу Приводного червяка закреплена шестерня, на столе смонтированы два копира с двумя взаимно перпендикулярными пазами, закрепленный параллельно производному червяку дополнительный червяк с шестерлчен, взаимодействующей с шестерней 371 ttffHBOriHdro червяка, и устанШлейная с В С Эможностью перемещения вдоль допол ЙШЬнбг адрВЯКЭ йШблнителЕйЖя -кйретtea С червячным колесом, при этом на каждой из кареток установлен с возможностью перемещения в направлении, пер-/ пеидикулярном направлению перемещения каретки; суппорт с рейкой, установленной в пазу соответствующего ей копира. На валу каждого червячного колеса смонтирована шестерня, взаимодействующая с рейкой сЬответбтвующёгб суппорта, при чем сварочная горелка закреплена на одном из суппортов, а другой cynnopt ойнащен дополнительной сварочной горелкой. На фиг. 1 изображено П{эедлагаейбе устройство; на фиг. 2 - траёШ-Ърйй пере мещён я сварочных ropienok.;: 1/строШ ё& Шя1;Ш1Жй MkkyTbiK волинеййых швов содержит смонтированные на столе 1 приводной 2 и параллельный ему дополнительный 3 червяки с закрепленными на их валах шестёрнями 4, взаимЪдёйствутбщими одна с другой. Стол 1 выполнен с двумя парами направляющих 5,А&раллельных продольным осям червяков 2 . В направляющих 5 стола 1 установлены каретки 6, 6снащённыё чёрШадь1Ми колесами 7 и установленными перпендикулярно направляющим 5 направляющими 8.; . , :-. / . , . , f - На стеле 1 смонтированы два копира двумя взаимно йёрпендикулярньши П19аами. :,.,..,., ..,,:.,„„.,.:...„;,,.,,.:,:„.,.,.,,,,:... В направляющих 8 каждой каретки 6 установлен суппорт 10 с рейкой 11, один конец которой расположён в пазу копира 9. На валу каждого червячного колеса 7 -смонтирована щестерня 12, взаимодейст вующаг с рейкой 11. „ На кй}«сДом суппорте установлена сварочиая горелка (на чертеже не указано) Устройство работает следующим обра .,...-.--., ..ЗРМ, ,:.,,..;„.,, ,..., .,H.v«iv--,/ :; «5SS«6 MBK«,, К приводному 1ервяку 2 прйкладывае ся крутящий момент, njfJH этом при вэаи действии щестерен 4 дополнительный червяк 3 вращается в пpoтивoпckлo :нyю сторону. Поскольку концы каждой рейки 11 упираются в стенку копиям 9, вращения червячных колес 7 йё происхо дит. Однако, поскольку червячки 2 и 3 вращаются, червячные колеса 7 могут перемещаться только вдоль образующей червйка/ перемещая К1ареТки по направл ющйм стола чтосоответствует перемеению сварочных горелок на участках и Б (см. фиг. 2). Это движение проолжается до тех пор, пока конец рейки 1 упирается в стецку паза копира 9. одходя к Месту, пересечения пазов, коец рейки 11 не упирается в боковую тенку паза, т. е. расфиксируется и рейа полумает возможность перемещаться доль паза. Червячное колесо начинает ращаться и подвигает рейку вместе с уппЪртом 10, ЧТЧ5 соответствует участу перемещения горелки В и Г. Таким обраЭбй, каретки и Суппорты вижутся в противоположных направлейях, затйыкая Контур изделия, показао на фиг. 2. При необходимости иМеть aatiycH закруглений, место пересечеия пазов в копире выполняется по Нужому радиусу. Возврат в исходное положение осуществляется реверсом привода червяке. Такое устройство обеспечивает с большой точностью обход Горелкой контура сварки изделийс различными размерами сторон, с радиусами закруглений или без них на углах. При замене типоразмера изделия Достаточно заменить копир. Крометого, применение предлагаемого устройства поз воляет повысить производительность в два раза. 3 о б р е т е н Формула Устройстводля Сварки замкнутых кри волинейных швов, содержащее сварочную горелку, а также смонтированные на столе приводной червяк и установленную с возможностью, перемещения вдоль него каретку Для сварочной горелки с чераяч- ным колесом, от личающееся тем, что, с целью Повышения производительности при сварке швов прямоугольной конфигурации, на валу приводного червяка закреплена шестерня, на стОле смсжтированы два копира с двуМя взаимно перпенцикулярнйми пазами, закрепленный параллельно приводному червяку дополнительный червяк с шестерней, взаимодей- ствующей с шестерней приводного червяка, и установленная С возможностью перемещения вдоль дополнительного червяка дополнительная каретка с червячным колесом, при этом на каждой из кареток установлен с возможностью перемещения в направлёнйй. Перпендикулярном направлению перемещения каретки, суппорт с рейкой, устаноЕиюнной в пазу соответствующего ей копира. На валу каждого червячного колеса смонтирована шестерня, взаимодействующая с рейкой соответствующего суппорта, причем сварочная горелка закреплена на одном из суппортов, а другой суппорт оснащен дополлительной сварочной горелкой.
8
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №498141, кл. В 23 К 37/02, 1974.
2.Авторское свидетельство СССР
№ 523779, кл. В 23 К 37/02, 1974. (прототип).
ФU2.J
В
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения сварочного электрода | 1974 |
|
SU523779A1 |
| Сварочная головка для автоматической сварки криволинейных элементов | 1983 |
|
SU1159747A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| Устройство для сварки | 1985 |
|
SU1279782A1 |
| Устройство для возвратно-поступательного перемещения инструмента в двух взаимно перпендикулярных направлениях | 1990 |
|
SU1796392A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Устройство для автоматической сварки | 1971 |
|
SU492365A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для автоматической свар-Ки зАМКНуТыХ КРиВОлиНЕйНыХ шВОВ СпРяМОлиНЕйНыМи и РАдиуСНыМи учАСТКАМи | 1979 |
|
SU846196A1 |
