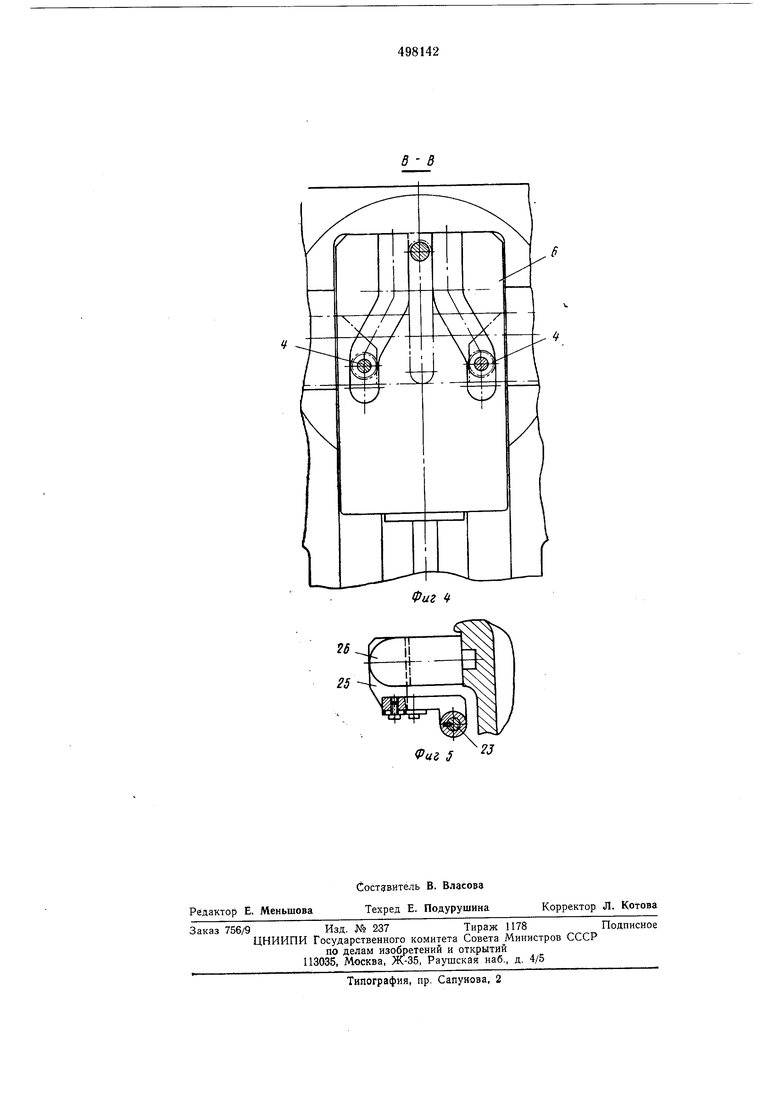
лый паз для устаиовки кольца пружины 24 и пластинку 25. Для включения установки в сеть служит бесконтактный выключатель 26.
Устройство работает следующим образом.
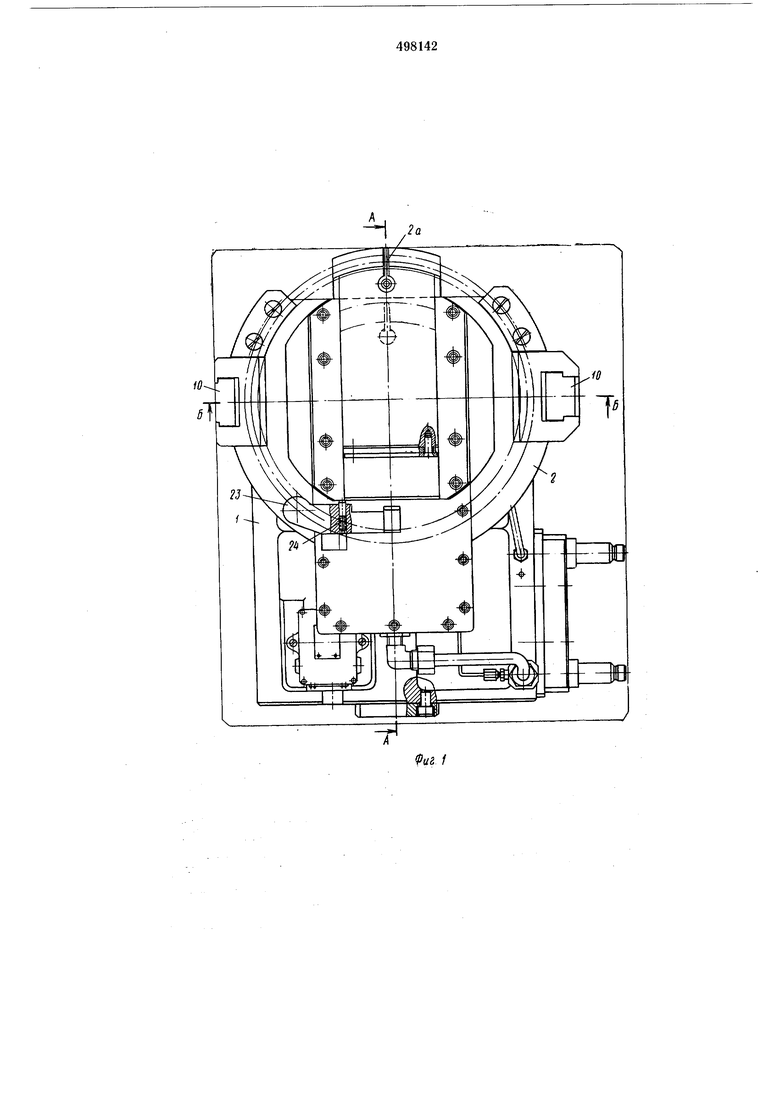
Подлежащую контактно-стыковой сварке заготовку-кольцо укладывают на горизонтальную плиту 1 стыковым разрезом на нож фиксатора 20, причем надевают кольцо на защелку 23 так, чтобы оно вощло в полукруглый паз защелки (см. фиг. 2). Последняя поворачивается на оси, сжимая пружину 24, и выводит пластинку 25 из паза бесконтактного кольцевого выключателя 26, который замыкает цепь электромагнитного золотника, открывающего подачу жидкости в гидроцилиндр 3.
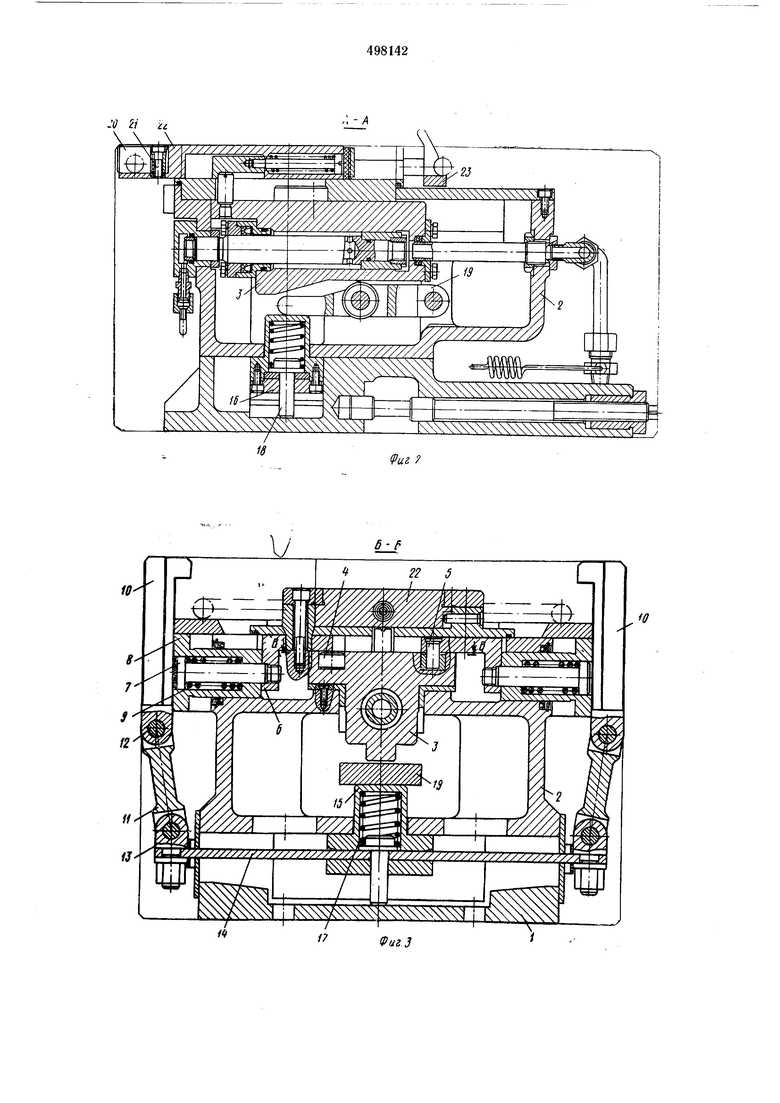
Гидроцилиндр начинает двигаться и своими копирными пазами (см. фиг. 2, 4) сближают ползуны с захватами 10, сжимая заготовку в радиальном направлении до полного контакта с ножом-фиксатором 20.
Затем нижний копир гидроцилиндра 3 (см. фиг. 2) надавливает на ролик рычага 19 и опускает его. Рычаг 19 опускает стакан 15, сжимая пружину 17 (см. фиг. 3) с рессорой 14.
Рессора 14 опускает захваты 10, сжимая заготовку-кольцо по оси, т. е. устраняя ее винтообразность.
В конце хода гидроцилиндр пальцем, укрепленным на верхней части его (фиг. 2), вытаскивает нож-фиксатор 20 из стыка заготовкикольца. После нарастания давления в гидроцилиндре 3 (когда он дойдет до упора) срабатывает реле давления и включает электромагнит гидрозолотника на движение всего устройства с заготовкой-кольцом к автомату для зажима его концов в губках сварочного
автомата.
Формула изобретения
Устройство для зажима заготовок перед сваркой, преимущественно колец, содержащее
механизм зажатия заготовок в осевом и радиальном направлениях, выполненный в виде зажимных рычагов, шарнирно установленных на станине с возможностью поворота при взаимодействии с копирной поверхностью
подвижной части гидроцилиндра зажатия, отличающееся тем, что, с целью механизации зажима заготовок колец с одновременной их правкой, копирные поверхности выполнены в виде двух криволинейных пазов, взаимодействующих при движении гидроцилиндра с роликами, связанными через упругие элементы с зажимными рычагами и криволинейного выступа, воздействующего через рычажную систему на зажимные рычаги.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
| Зажимное устройство машины для контактной стыковой сварки изделий замкнутой формы | 1981 |
|
SU1030123A1 |
| Сварочная установка для контактной стыковой сварки | 1974 |
|
SU531690A1 |
| Машина для сварки дугой, вращающейся в магнитном поле | 1988 |
|
SU1712090A1 |
| Загрузочное устройство бесцентровошлифовального станка | 1971 |
|
SU485857A1 |
| Дисковый станок для резки круглых заготовок | 1970 |
|
SU410608A1 |
| Устройство для контактной стыковойСВАРКи КОльцЕВыХ дЕТАлЕй | 1978 |
|
SU804286A1 |
| Способ установки деталей и устройство для его осуществления | 1988 |
|
SU1577936A1 |
| Установка для контактной стыковой сварки концов движущихся металлических полос | 1990 |
|
SU1824271A1 |
10
