Вид/1
16
/
11 II II II
со
01
со 00
9и.г. 2
И
1
Изобретение относится к литейному про- .изводству, а именно к оборудованию для получения отливок литьем в облицованные кокили.
Цель изобретения - снижение энергоемкости, уменьшение габаритов и повышение надежности работы.
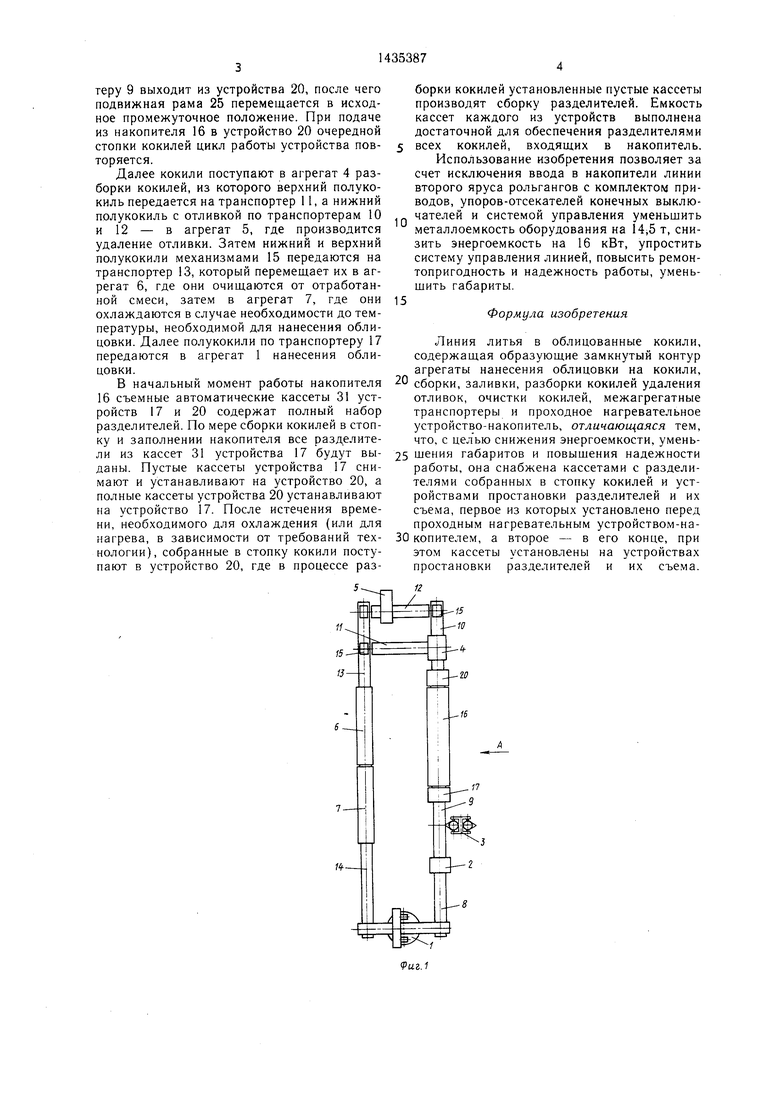
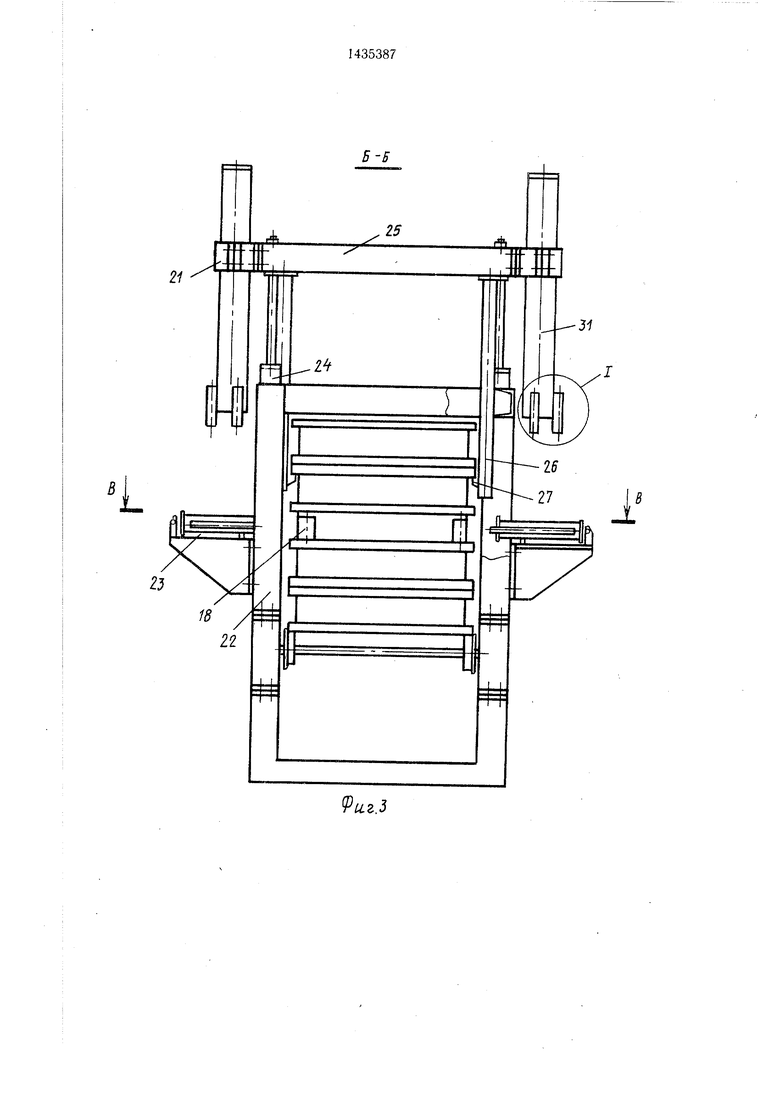
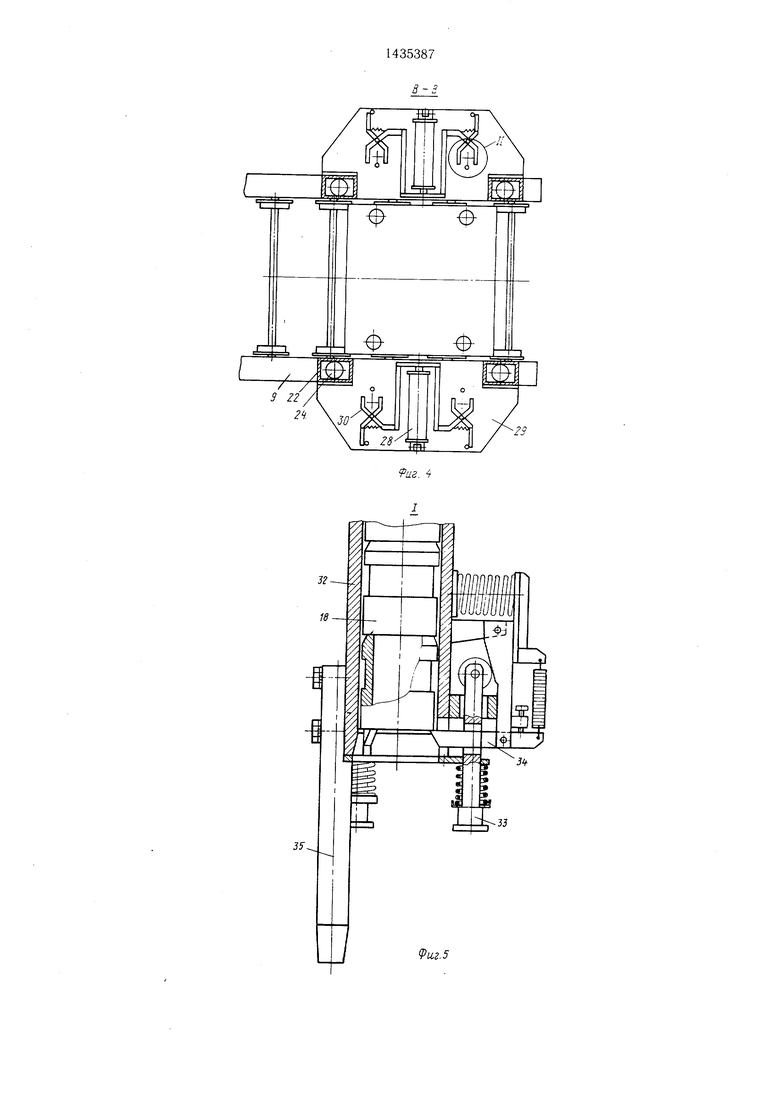
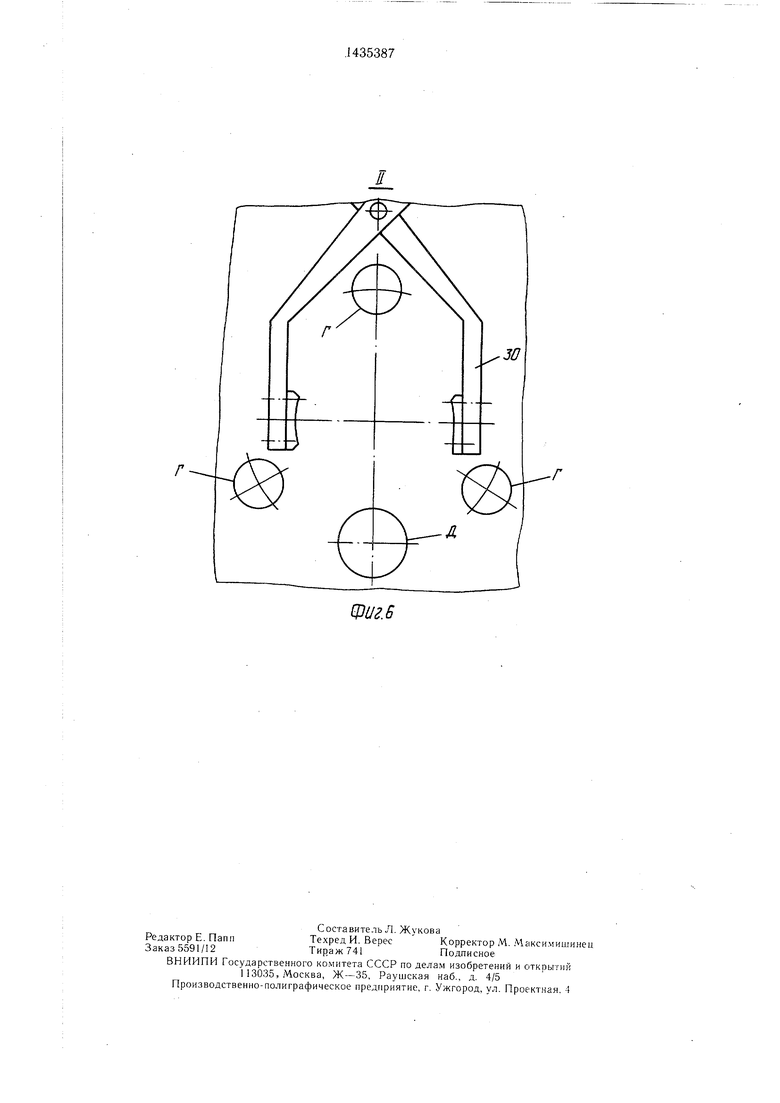
На фиг. 1 изображена схема линии, вид в плане; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - узел I на фиг. 3; на фиг. 6 - узел И на фиг. 4.
Линия включает последовательно установленные агрегат 1 нанесения облицовки на кокили, агрегат 2 сборки кокилей, агрегат 3 заливки, агрегат 4 разборки кокилей, агрегат 5 удаления отливок из кокиля, агрегат 6 очистки кокилей от отработанной облицовки, агрегат 7 охлаждения,. Агрегаты линии соединены между собой транспортерами 8- 14, выполненными в виде приводных рольгангов, и передающими механизмами 15. На транспортере 9 установлен накопитель 16, выпол1 енный одноярусным. В начале накопителя 16 установлено устройство 17 простановки разделителей 18 между устанавливаемыми друг на друга кокилями 19. В конце накопителя установлено устройство 20 съе.ма разделителей.
Устройство 17 простановки и устройство 20 съема разделителей 18 устроены идентично и состоят из механизмов 21 подъе.ма и опускания кокилей, установленных на стойках 22, и манипуляторов 23 простановки и съема разделителей.
Механизм 21 подъема и опускания коки- ;|ей состоит из гидроцилиндров 24, встроенных в стойки 22, и подвижной рамы 25, соединенной со штоками- гидроцилиндров, в которой вертикально закреплены скалки 26 с захватом 27.
Манипулятор 23 состоит из пневмоци- линдров 28, установленных на плите 29, прикрепленной к стойкам 22. На штоках пнев- моцилиндров находятся захваты 30. На подвижной раме 25 установлены съемные автоматические кассеты 31, состоящие из трубы 32, упоров 33 и захватов 34. К трубе прикреплена скалка 35 для ориентировки кассеты и точной выдачи или уборки разделителей. В плите 29 выполнено отверстие D, в которое входит скалка 35 при перемещении кассеты 31 в нижнее положение.
Линия работает следуюндим образом.
Половины кокилей после нанесения на них облицовки в агрегате 1 по транспортеру 8 передаются в агрегат 2 сборки полукокилей в кокиль 19. Носле сборки кокили 19 подаются к агрегату 3 заливки, где заливаются металлом. Залитые кокили 19 по транспортеру 9 перемещаются в устройство 17, установленное на входе в накопите;: ь 16, где производится сборка кокилей, г. с. установка их друг на друга попарно.
1435387
0
5
0
0
5
0
5
Исходное положение подвижной рамы 25 механизма 21 устройства 17 простановки разделителей - нижнее. Носле захода залитого кокиля 19 в устройство 17 гидроцилиндры 24 перемещают подвижную раму 25 механизма 21 в верхнее положение, поднимая кокиль укрепленными в подвижной раме скалками 26 с захватами 27 и удерживая его в поднято.м положении.
Носле захода очередного кокиля в устройство 17 подается сжатый воздух в порщ- невые полости пневмоцилиндров 28, установленных на плите 29 манипулятора 23. Захва-. ты 30, укрепленные на штоках пневмоцилиндров 28, захватывают установленные на плите 29 разделители 18 и перемещают их в пространство между находящимся в поднятом положении кокилем и очередным кокиле.м, поданным в устройство 17. Гидроцилиндры 28 перемещают подвижную раму 25 в промежуточное положение, опуская кокиль на разделители 18. Подается воздух в штоковые полости пневмоцилиндров 28, захваты 30 возвращаются в исходное положение. Носле этого подвижная рама 25 перемещается в нижнее положение.
Закрепленные на подвижной раме 25 съемные автоматические кассеты 31 опускаются и при подходе подвижной рамы в нижнее положение упорами 33 опираются на плиты 29. Упоры 33 останавливаются и при полном перемещении рамы 25 с кассетами 3 в нижнее положение штоки упоров разжимают захваты 34, освобождая нижний разделитель 18 и удерживя остальной набор разделителей 18, находяЦ.1.ИХСЯ в трубе 32 кассеты 31. Собранные в стопку кокили 19 транспортером 10 перемещаются в накопитель 16, а очередной залитый кокиль подается в устройство 17, цикл работы которого повторяется. При выходе из накопителя 16 пара собранных в стопку кокилей подается в устройство 20 съема разделителей. Исходное положение подвижной рамы 25 механизма 21 устройства 20 съема вкладышей - промежуточное.
После того, как захваты 30 войдут в контакт с разделителями 18, расположенными между кокилями, механизм 21 поднимает верхний кокиль. Нневмоцилиндры 28 перемещают разделители на плиты 29, устанавливая их под кассеты 31. Нижний кокиль, находящийся на транспортере 10, выходит из устройства 20, а верхний кокиль механиз- мо.м 21 устанавливается на транспортер. Одновременно с перемещением подвижной рамы 25 с помощью гидроцилиндров 24 в нижнее положение разделители входят в опускающиеся кассеты 31 (упоры 33 проходят через отверстия Г в плитах 29 манипулятора 23, чем предотвращается выдача разделителей; в аналогичных плитах 29 манипуляторов 23 устройства 17 отверстий под упоры 33 нет). Верхний кокиль по транспортеру 9 выходит из устройства 20, после чего подвижная рама 25 перемещается в исходное промежуточное положение. При подаче из накопителя 16 в устройство 20 очередной стопки кокилей цикл работы устройства повторяется.
Далее кокили поступают в агрегат 4 разборки кокилей, из которого верхний полукокиль передается на транспортер 11, а нижний полукокиль с отливкой по транспортерам 10 и 12 - в агрегат 5, где производится удаление отливки. Зятем нижний и верхний полукокили механизмами 15 передаются на транспортер 13, который перемещает их в агрегат 6, где они очищаются от отработанной смеси, затем в агрегат 7, где они охлаждаются в случае необходимости до температуры, необходимой для нанесения облицовки. Далее полукокили по транспортеру 17 передаются в агрегат 1 нанесения облицовки.
В начальный момент работы накопителя 16 съемные автоматические кассеты 31 устройств 17 и 20 содержат полный набор разделителей. По мере сборки кокилей в стопку и заполнении накопителя все разделители из кассет 31 устройства 17 будут выданы. Пустые кассеты устройства 17 снимают и устанавливают на устройство 20, а полные кассеты устройства 20 устанавливают на устройство 17. После истечения времени, необходимого для охлаждения (или для нагрева, в зависимости от требований технологии), собранные в стопку кокили поступают в устройство 20, где в процессе разборки кокилей установленные пустые кассеты производят сборку разделителей. Емкость кассет каждого из устройств выполнена достаточной для обеспечения разделителями
всех кокилей, входящих в накопитель. Использование изобретения позволяет за счет исключения ввода в накопители линии второго яруса рольгангов с комплектом приводов, упоров-отсекателей конечных выключателей и системой управления уменьщить металлоемкость оборудования на 14,5 т, снизить энергоемкость на 16 кВт, упростить систему управления линией, повысить ремонтопригодность и надежность работы, уменьщить габариты.
Формула изобретения
Линия литья в облицованные кокили, содержащая образующие замкнутый контур агрегаты нанесения облицовки на кокили,
сборки, заливки, разборки кокилей удаления отливок, очистки кокилей, межагрегатные транспортеры и проходное нагревательное устройство-накопитель, отличающаяся тем, что, с целью снижения энергоемкости, уменьщения габаритов и повышения надежности работы, она снабжена кассетами с разделителями собранных в стопку кокилей и устройствами простановки разделителей и их съема, первое из которых установлено перед проходным нагревательным устройством-накопителем, а второе - в его конце, при этом кассеты установлены на устройствах простановки разделителей и их съема.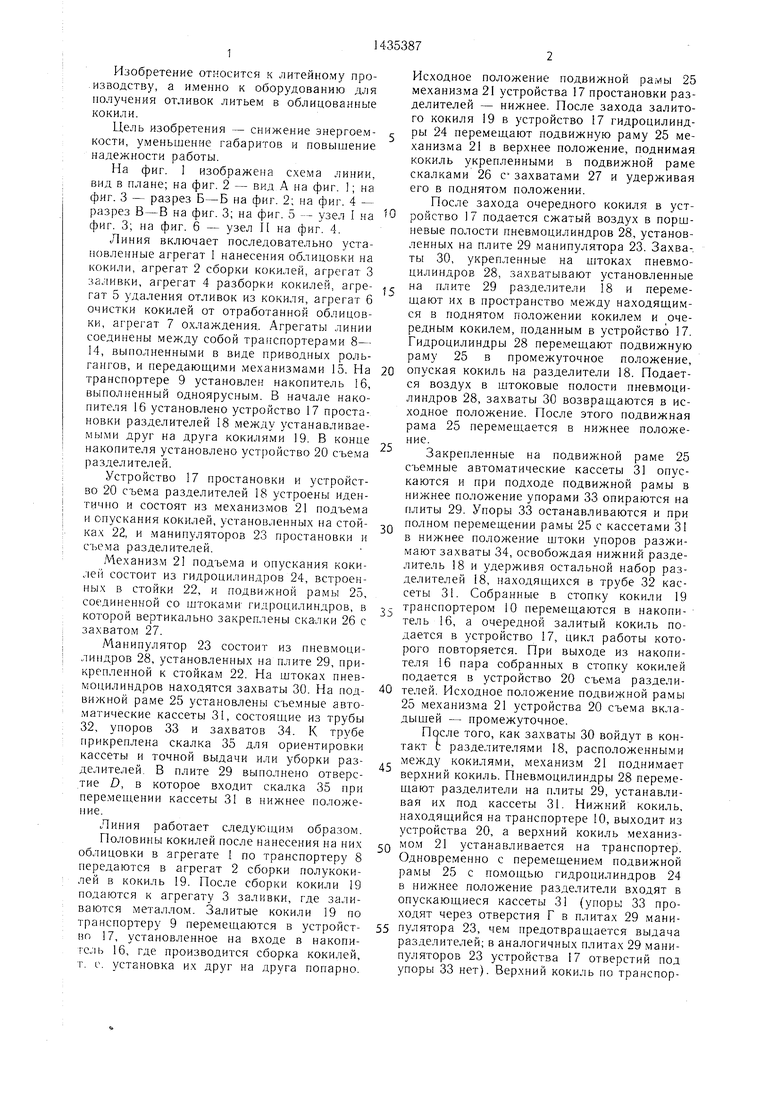
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия литья в формы преимущественно кокили,облицованные жидкими самотвердеющими смесями | 1983 |
|
SU1119219A1 |
| Линия литья в облицованные кокили | 1990 |
|
SU1770056A1 |
| Линия литья в облицованные кокили | 1987 |
|
SU1528610A1 |
| Автоматическая линия центробежного литья в облицованные кокили | 1978 |
|
SU764842A1 |
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 1973 |
|
SU407641A1 |
| МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ | 1991 |
|
RU2022700C1 |
| Кокильная секция | 1981 |
|
SU1036443A1 |
| Блок манипуляторов | 1975 |
|
SU649567A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Линия литья в облицованные кокили | 1981 |
|
SU954178A1 |
Изобретение относится к литейному производству, а именно к оборудованию для получения точных отливок литьем в облицованные кокили. Цель изобретения - снижение энергоемкости, уменьшение габаритов и повышение надежности работы. Линия включает последовательно установленные агрегат нанесения облицовки на кокили, агрегат сборки кокилей, агрегат заливки, агрегат разборки кокилей, агрегат удаления отливок из кокиля, агрегат очистки кокилей от отработанной облицовки, агрегат охлаждения. Агрегаты линии соединены между собой транспортерами, выполненными в виде приводных рольгангов, и передающими механизмами. На транспортере 9 установлен накопитель 16, выполненный одноярусным. В начале накопителя 16 установлено устройство 17 простановки разделителей между устанавливаемыми друг на друга кокилями 19. В конце накопителя установлено устройство 20 съема разделителей. Собранные в стопку кокили 19 транспортером перемещаются в накопитель, при выходе из которого подаются в устройство 20 съема разделителей. Использование изобретения позволяет за счет исключения в накопителе линии второго яруса рольгангов с комплектом приводом, упоров-отсекателей конечных выключателей и системой управления уменьшить металлоемкость оборудования., снизить энергоемкость, упростить систему управления линией, повысить ремонтопригодность и надежность работы, уменьшить габариты. 6 ил. 5 (Л
Б-Б
9и,г.5
зг18fiiB. 4 1
.
-33
Фиг. 6
| Авторское свидетельство СССР № 761131, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Линия литья в облицованные кокили | 1981 |
|
SU954178A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
