(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ МЕХАНИЧЕСКОЙ
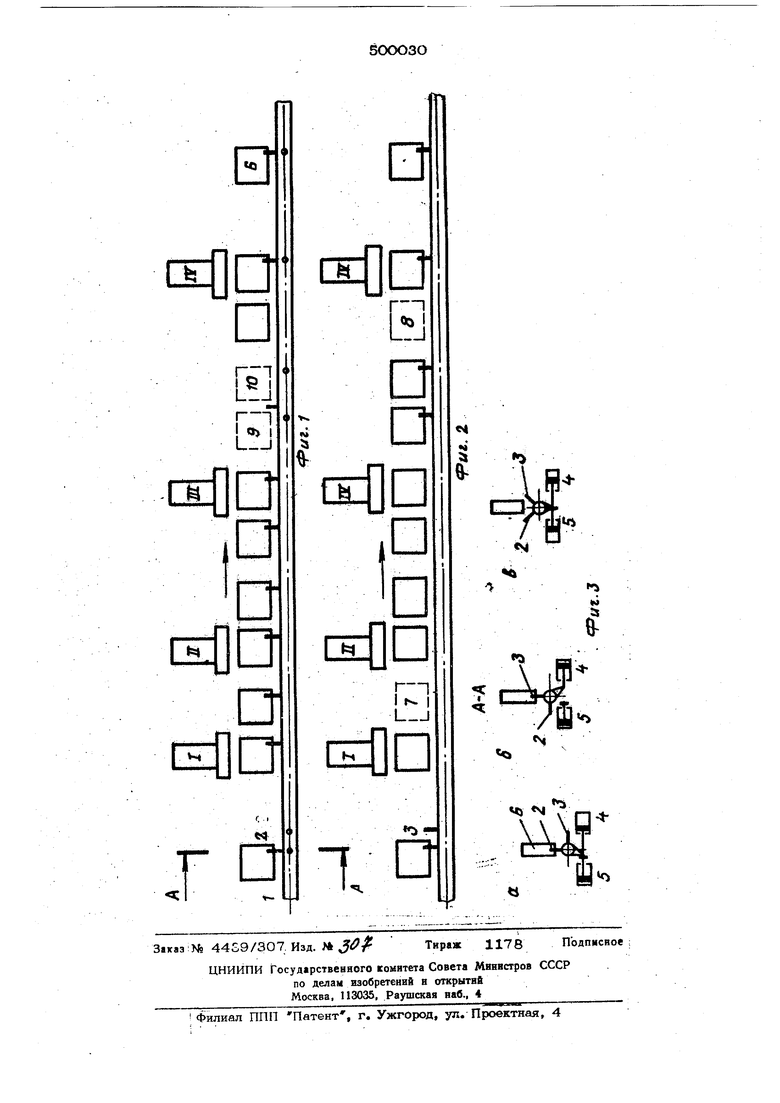
ОБРАБОТКИ . - - положении (фиг, Эв) - выдвижением гнщ оаил1ищра -в в врайи&е правое попоже-;1ше я вэавмодейс внем его с гяяроцилвцдг: :;ром 4 поворота штанги.1 ; Перед началом работы всех станков щк |лвнф 4 устанавливает штангу 1 в попож |ние, изображенное на isr. За. Затем проис (ходит 3(од транспортной штанги 1 вперед jin собачки 2 перемещают все иэдеаиа 6 | влраво. no3guiHj7ja j T amca св()бддш . Г лефиксации и зажим& гзделлй наТ всех станках штанга1 поворачивается в Т попоженне| изображенное на фиг. 3, и дш: жется назад без изделий, так как жесткне| 1 собачки 2 и 3 проходят мимо изделий. После завершения Ьикла обработки с ловые головки станков J и IV отходет наН зад в исходное положение, а силовые головки станков U и Iff Продолжают o6pa6oifку изделий: цикл lut. работь |;бопьше, чем. ЦИКЛ работы станков Г и 7У . ЦШиндр 4 устанавливает щтангу 1, в положение, изображенное на фиг. 36. За. тем происходит jcgA,транспортной штанги 1J вперед и co6a4iH 3 перемешают изделия 6 связанные с обработкой на станках i IV л с подготовке Е следующему циклу. 1 Позиции 9 и 10 остаются рвободны |(И, чтЬ I необходимо для перемещения деталей в еле-: I Дую1бем цикАе. После 1|яксашш и зажиМа i изделий на станках I и 17 гидроцилиндр устанавливает штангу 1 в положение, изобi.jiaxreHHoe на фиг.- Зв, после чего транспор {аая штанга 1 перемешается назад. llo окон4-|( I гЗеШЭ цжклов обработки на станисах | . 11 устанавливается в псШоженне, j изображенное . ,3al Затем повтсфяепЦ I сн ход транспортера, -описанный выше« и I начинается обработка на всех станках. i а кзобретенив Форм i Автоматическая лнния Для механической обработки с установленными по ходу технопогического процесса станками, связан ными штанговым транспс терЬм с жесткч . ми собачками и гшфоцилинйром поворота штанги, о т-л и ч а ю ш а я с я тем, ; что, С целью обеспечения работы станков I с различными по времени циклакш и yiqioimiei Kfl управление линией, штанга ттрансп р. Снабжена дополнительными собачками, ; расположенными под.лом к основным, а: перед гидроцилиндром поворота mTaiirH ; установлен взаимодействующий с iraM гидро-упор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приема и выдачи штанг на буровом станке | 1974 |
|
SU485217A1 |
| АВТОМАТ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 1971 |
|
SU305040A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Автоматическая линия для механической обработки деревянных брусковых заготовок | 1972 |
|
SU443760A1 |
| Транспортер автоматической линии | 1974 |
|
SU706233A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ПРОДОРОЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1970 |
|
SU285457A1 |
| Автоматическая линия бесспутникового типа для механической обработки деталей типа картеров ведущих мостов автомобилей | 1981 |
|
SU1087305A1 |