1
Известен валок для холодной прокатки, включающий бочку с микрорельефом рабочей поверхности.
Известный валок имеет низкую стойкость вследствие «алипания проката и не обеспечивает требуемой шероховатости его поверхности.
Цель изобретения - повышение стойкости валка при снижении энергосиловых параметров ярокатки и улучшение качества поверхности прокатки.
Для этого микрорельеф рабочей поверхности бочки на расстоянии 10-15 мм от краев рабочей зоны выполнен переменным по длине, с величиной радиусов выступов и впадин неровностей, равной 5000-7000 мкм, с плотностью их расположения 25-30 на мм и высотой, большей на 5-6 мкм, чем высоты выступов средней части рабочей зоны бочки, микрорельеф которой выполнен в виде касающихся синусоидальных канавок с шагом 1,5- 2,0мм, глубиной 2-Змкм и плош,адью, составляюш,ей по отношению к номинальной поверхности 35-40%.
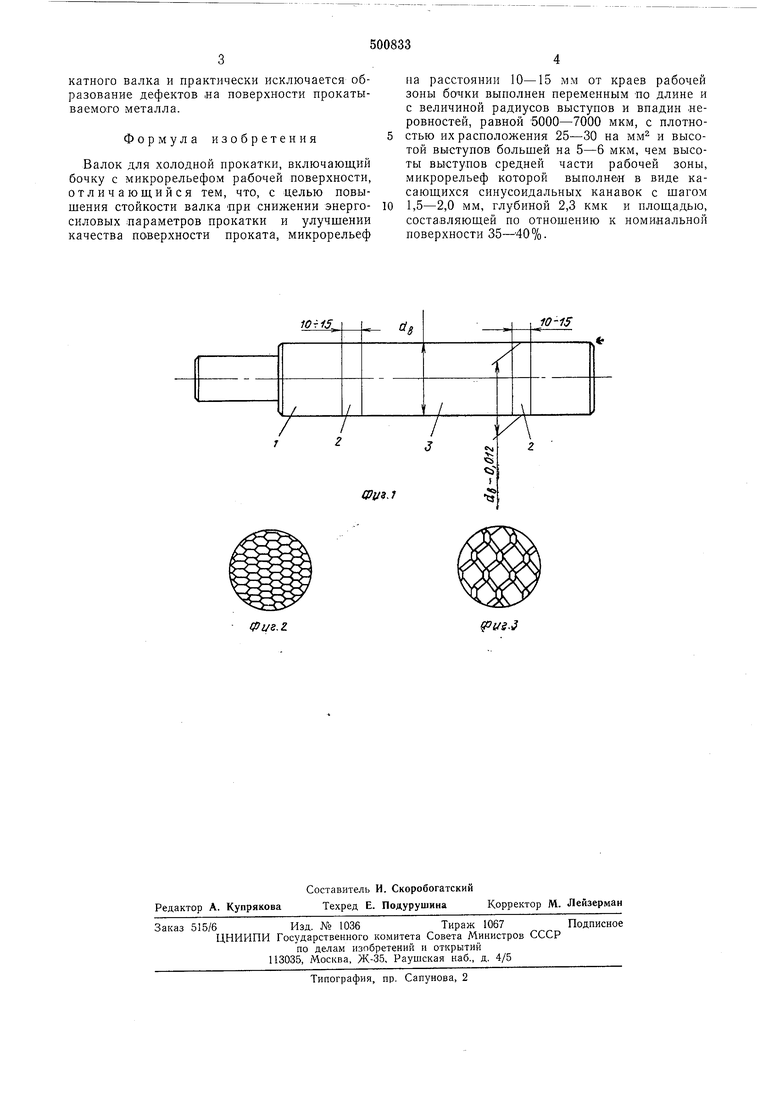
На фиг. 1 изображен предложенный валок, обший вид; на фиг. 2 и 3 - микрорельеф различных участков рабочей поверхности бочки валка.
Предложенный валок включает бочку 1, на рабочей поверхности которой выполнен микрорельеф. При этом микрорельеф на расстоянии 10-15 мм от краев рабочей зоны (участки 2) выполнен регулярным и переменным по длине с величиной радиусов выступов и впадин микронеровностей, достигающей 5000- 7000 км, с регламентированной плотностью расположения выступов и впадин 25-30 на мм (см. фиг. 2), с высотой неровностей, большей на 5-6 мкм, чем высота неровностей средней Части 3 рабочей зоны бочки 1. Увеличение диаметра бочки валка на участках 2 (в+0,012) обеспечивает повышение стойкости валков, так как износ на этих участках при прокатке требуемого сортамента достигает наибольших величин.
Микрорельеф средней части 3 (фиг. 3) бочки 1 выполнен в виде касаюшихся синусоидальных канавок с шагом 1,5-20 мм, глубиной 2-3 мкм, площадь которых составляет по отношению к номинальной поверхности 35- 40%.
В процессе прокатки подаваемая техноло1гическая смазка удерживается во впадинах и канавках, выполненных на участках 2 и 3, и затем перетекает по всей поверхности контакта бочки с прокатом, создавая режим граничного трения и, следовательно, уменьшая налипание проката на поверхность валка; кроме того, снижается усилие прокатки на 10- 15%, обеспечивается высокая стойкость прокатного валка и практически исключается образование дефектов ,на поверхности прокатываемого металла.
Формула изобретения
Валок для холодной прокатки, включающий бочку с микрорельефом рабочей поверхности, отличающийся тем, что, с целью повышения стойкости валка при снижении энергосиловых параметров прокатки и улучшении качества поверхности проката, микрорельеф
на расстоянии 10-15 мм от краев рабочей зоны бочки выполнен переменным ло длине и с величиной радиусов выступов и впадин неровностей, равной 5000-7000 мкм, с плотностью их расположения 25-30 на мм и высотой вьгступов большей на 5-6 мкм, чем высоты выступов средней части рабочей зоны, микрорельеф которой выполнен в виде касающихся синусоидальных канавок с шагом
1,5-2,0 мм, глубиной 2,3 кмк и площадью, составляющей по отношению к номинальной поверхности 35-40%.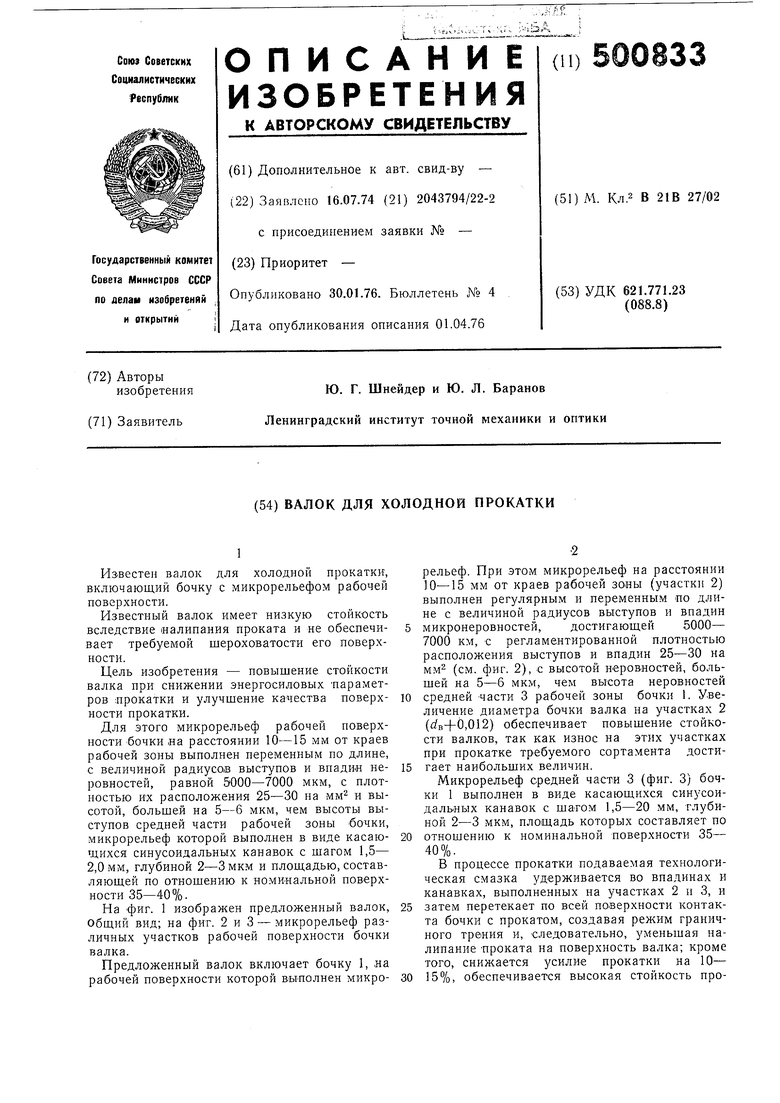
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для холодной прокатки | 1979 |
|
SU839633A1 |
| Валок для холодной обработки давлением листового материала | 1989 |
|
SU1733159A1 |
| Прокатный валок | 1979 |
|
SU799846A1 |
| Валок прокатной клети | 1986 |
|
SU1371726A1 |
| Прокатный валок | 1987 |
|
SU1431882A1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2585922C1 |
| Способ нанесения шероховатости на рабочие поверхности прокатных валков | 1979 |
|
SU900884A1 |
| Валковый узел прокатной клети | 1981 |
|
SU946708A1 |
| Способ прокатки в валках с волнообразным профилем бочки | 2018 |
|
RU2698241C1 |
| Валок для периодической прокатки | 1981 |
|
SU984521A1 |
cs
i)
)
-5
