1
S,
Изобретение относится к металлургии, в частности к снособам управления ритмом работы комплексов печь - прокатный стан; оно может таКже найти применение в производствах с циклическим характером прохождения различных стадии оораоотки.
известны способы управления ритмом работы прокатных станов, предусматривающие определение путем расчетов времени выдачи каждой последующей заготовки по максимальному времени, затрачиваемому одним из станов технологической линии и определяемому различными мгновенными значениями характеристик отдельиых элементов комплекса, такими как нагрузка печи, работа чистовой группы клетей, моталок и т. д. Однако известные способы не учитывают случайный характер изменения времени обработки заготовок на каждом стане, следствием чего является снижение производительности, качества прокатываемых изделий, увеличение безвозвратных потерь тепла и электроэнергии.
Цель изобретения - увеличение производительности технологической линии, улучшение качества проката и уменьшение потерь тепла и электроэнергии. Это достигается тем, что для всех прокатных станов технологической линии в отдельности непрерывно определяют распределение времени обработки заготовок, для каждого распределения определяют математические ожидания времени обработки заготовок и из полученных математических ожиданий выбирают максимальное, по которому изменяют время выдачи очередной заготовки из
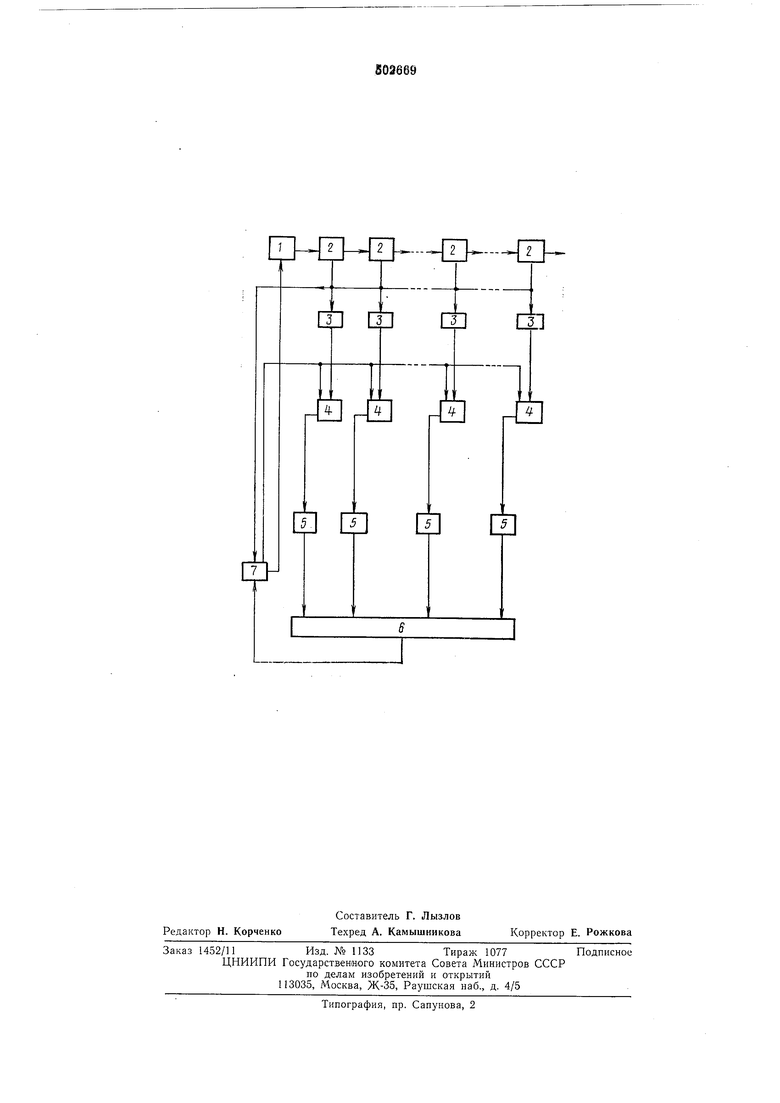
печ.и так, чтобы интервал времени между концом прокатки очередной заготовки и началом прокатки последуюш,ей заготовки был минимальным. На чертеже показана схема одного из варнантов реализации описываемого способа.
В технологическую линию прокатки объединены нагревательная печь 1 (или несколько печей) и прокатные станы 2, количество которых в общем случае равно п. Сигналы о времени проката, затраченном на каждом стане 2, подаются на входы соответствующих дискриминирующих устройств 3, выходы которых соединены с входами соответствующих распределительных устройств 4. Выходы последних связаны с соответствующими устройствами 5 расчета математических ожиданий, выходы которых соединены с соответствующими входами устройства 6 отбора максимума. Выход устройства 6 через устройство 7 перераспределения времени выдачи, на второй вход которого поступают величины временных интервалов, затрачиваемых стаиами 2, связан с машинами загрузки и выгрузки нагревательной печи 1. Второй выход устройства 7 соединен с распределительными устройствами 4.
Т| ГТ
ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления ритмом работы листопрокатных станов | 1975 |
|
SU564019A1 |
| Система управления темпом выдачи металла из нагревательных печей | 1975 |
|
SU545402A1 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2011471C1 |
| Способ управления ритмом работы прокатного агрегата | 1983 |
|
SU1088829A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427436C2 |
| Устройство для управления темпом выдачи заготовок из печей | 1981 |
|
SU1018738A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПРОКАТА РАЗЛИЧНЫХ МАРКО-ПРОФИЛЕРАЗМЕРОВ | 2004 |
|
RU2285568C2 |
| Система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов | 1983 |
|
SU1156756A1 |
55
гИ
Ц
