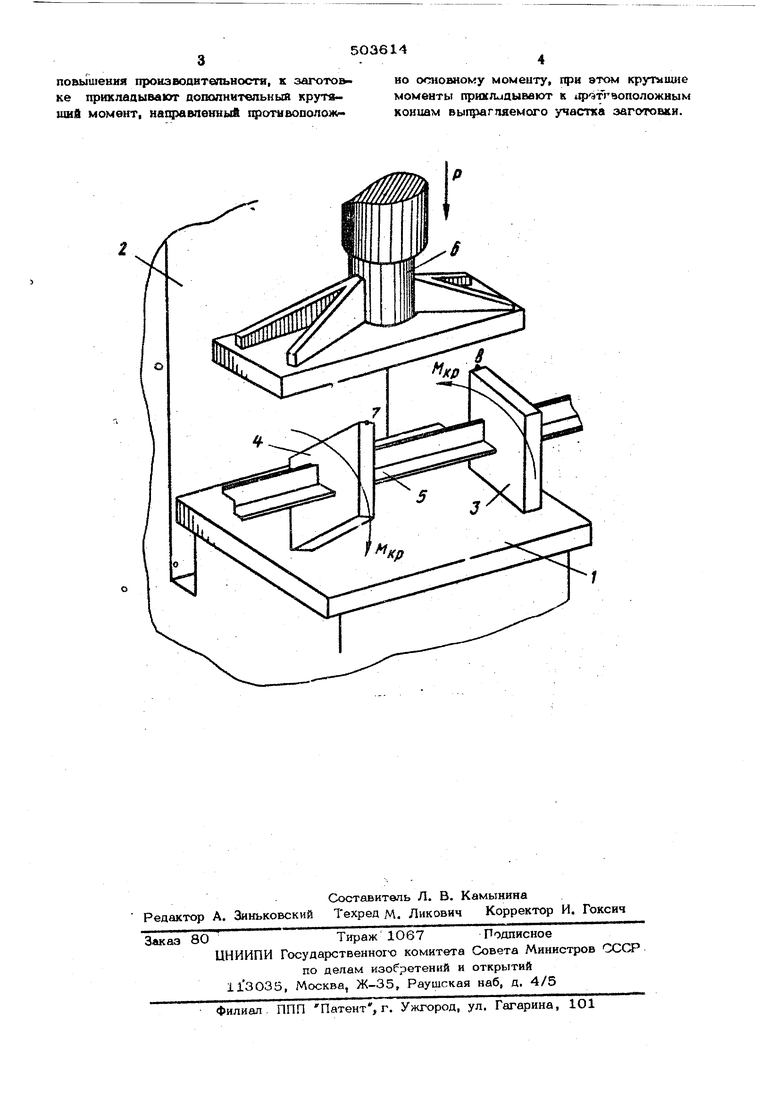
Изобретение относится к сварке. Известен способ правки профилей путем приложения к заготовке крутяш.его момен« та. Однако известный способ не обеспечивает правки профилей, выполненных путем механической обработки и сварки, что рез ко снижает производительность труда. Целью изобретения является повьпление произ водительности. Для этого к вьПтр вляемой заготовке прикладывают дополнительный крутящий момент, направленньй противоположно основному моменту, при этом крутишие моменты тфикладывают к противоположным концам выправленного участка заготоЕч:и. На чертеже приведена схема констр гк- ции устройства, при помоши которого может быть реализован предлои;енный способ Устройство содержит стол 1 гидропре са 2, на котором установлены зажимь в бобышек 3 и 4 с отверстиями, соот тствующими сеченшо выпрямляемого про |филя 5. Правку профилей осуществляют следун :шим образом. На концы выправляемого профиля 5 нлдевают бобышки 3 и 4 с зеркальным i отражением. Между бобышками располагают ;Часть профиля, подвергаемую правке, Затем .бобышки устанавливают на столе 1 гидропресса 2, и плунжером 6 в точках 7 и 8 прикладывают усилие, которое задают выправляе:мому профилю направленные в противоположные стороны крутящие моменты. Аналогичным образом при помощи этого способа можно осуществить и закрутку профиля, В случае перезакрутки бобышки снимают, переворачивают на 180 , надевают на концы этого же профиля и дальнейшую гфавку производят по вышеизложенному. Формула изобретения Способ правки тфофилей путем приложения к заготовке крутящего момента, о тл и ч а ю m и и с я тем, что, с пелью
повышения производительности, к заготовке приклааывают дополнительный крутящий момент, нагфавпенный щютивополож
но основному моменту, при атом крутящие
моменты ПрИХЛиДЫВвЮТ к 1фЭТГВОПОЛОЖНЫМ
концам выпрагпяемого участка заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ГИБКИ ДЛИННЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 2004 |
|
RU2259250C1 |
| Способ изготовления гнутых про-филЕй пРОКАТА | 1977 |
|
SU795620A1 |
| Способ правки заготовок плоским изгибом и устройство для его осуществления | 1977 |
|
SU780926A1 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ПРАВКИ ПРОФИЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2403114C1 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКОГО ФЛАНЦЕВОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211738C1 |
| Способ правки длинномерного проката прямоугольного сечения | 1976 |
|
SU733772A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| СПОСОБ ПРАВКИ КОНЦЕВЫХ УЧАСТКОВ ПРОКАТА | 1997 |
|
RU2139767C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
