(54) УСТРОЙСТВО ДЛЯ ПРОКАТКИ ЗУБЧАТЫХ
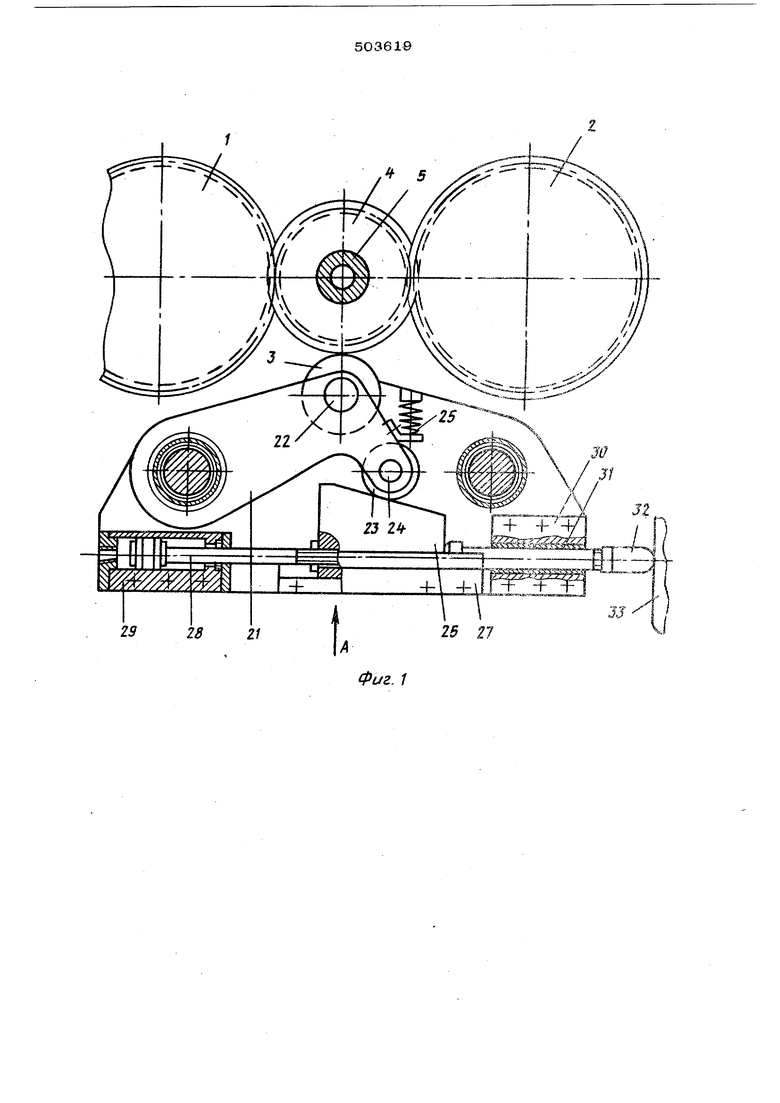
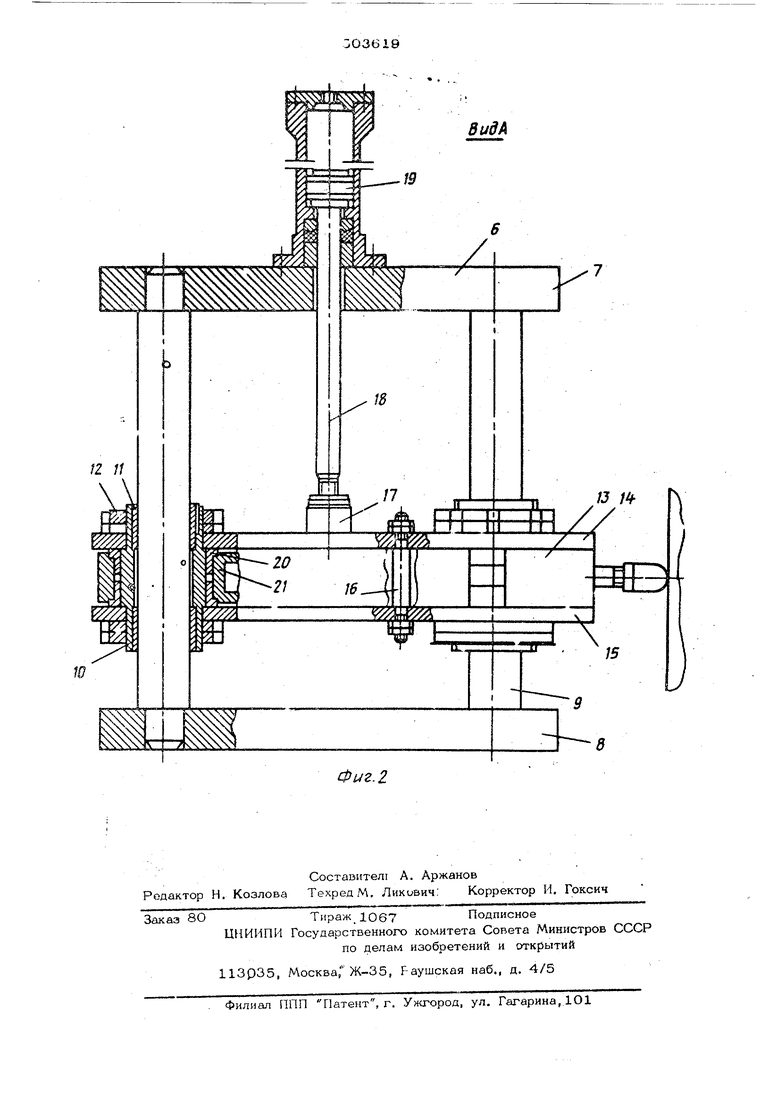
КОЛЕС кронштейн 13, состоящий из двух штит 14 и 15, откинутых для жесткости распорнь ми шпильками 1 б. Верхняя плита 14 кронштейна 13 с помощью резьбовой муфты 17 соединена со штоком 18 гидронилиндра 19 дву(хсторонн& го действия, закрепленного на верхней шш те 7 центральной рамки 6. На одной из распорных втулок 10 на бронзовых втулках 20 установлен кача эщийсй рычаг 21, несущий ось 22 вспомогательного гладкогй; валка 3, и опорный ролик 23 на оси 24. Пружиной 25 опорный ролик 23 прижат к плоскому копиру 26, установленному в направляющих 27, закрепленных на. плитах 14 и 15 кронштейна 13. Копир 26 торцом соединен со штоком 28 гидроцилйндра 9 одностороннего дей ствир ; ршулируемым давлением, закрерпйнного на кронштейне 13. В стойке 30, закрепленной на кронштейне 13, в бронзовой втулке 31 установлен регулируемый по длине толкатэль 32, контактирующий в рабочем положении с торцом копира 26 и передней стенкой напоцвижной бабки 33 устройства для прокатки. Усгтройство работает следующим образом. Заготовка 4 устанавливается на шпиндель 3 в рабочую позишгю. При этом поршень со штоком 18 гидроцилиндра 19 находится в верхнем положении. Соединен ный со штоком 18 кронштейн 13 с механизмом подачи вспомогательного валка также находится в верхнем полотжении, вы ше уровня рабочей позиции,и поэтому не препятствует свободной загрузке заготовок, В левой полости гидрохшлиндра 29 дав ление масла отсутствует и поршень со штоком 28 и плоским копиром 26 находя ся в крайнем левом положении, что обеспечивает отвод вспомогательного валка 3 от оси изделия под действием пружины 25. После загрузки заготовки -на рабочую позицию в верхнюю полость гидроцилиндра 19 подается масло, и кронштейн 13 со смонтированным на нем механизмом подачи гладкого вспомогательного валка перемещается вниз. Вспомогательный валок 3 оказывается на уровне заготовки 4. В левую полость гидроцилиндра 29 также подается масло, и шток 28 перемв пшет копир 26 вправо. При этом копир, воздействуя на опорный ролик 23, повора швает рычаг 21 против часовой стреп5O3619к и доводит вспомогательный валок 3 до онтакта с наружным диаметром заготови. В процессе прокатки центральная рамка 6 и связаннь1Й с ней кронштейн 13 с механизмом подачи вспомогательного валка перемещается вместе с заготошсой 4 в направлении неподвижной бабки 33. При этом плоский копир 26, упираясь в неподвижный толкатель 32, перемещается влево относительно крюнштейна 13, преодолевая усилие, создаваемое давлением масла на поршень гидроиилиндра 29. Вытесняемое из левой полости цилиндра масло сливаетЬя в гидросистему- станка через перепускной регулируемый клапан (на чертеже )(е показан). Клапан позволяет создать необходимое усилие обкатывания вспомогательного валка на вершинах формуемых . Таким образом, по мере внедрения зубчатык валков в заготовку и роста высоты ее зубьев осуществляется отвод вспомогательного валка от оси заготовки без разрыва контакта в паре вспомогательный валок - изделие. Профиль копира 26 рассчитывается теоретически и корректируется при -пробных прокатках. По окончании цикла прокатки колеса давление масла в левой полости цилиндре 29 снимается, и кронштейн 13 с механизмом подачи, цилиндром 19 поднимается в верхнее крайнее положение. Формулаизобретения 1.(Устройство для прокатки зубчатых колес, содержащее зубчатые валки с приво дом их вращения и перемещения, механизм синхронизации перем ещения валков и механизм зажима и вращения заготовки, отличающееся тем, что, с целью повышения качества прокатываемых зубчатых колес, оно снабжено гладким вспомогательным валком и механизмом регулиров- ки его положения, выполненным в виде связанного с механизмом зажима кронштейна с установленными на нем с возможностью поступательного перемещения от привода и фиксации копиром, одноплечим рычагом, подпружиненным в направлении к копиру и . изаимодействующим с ним своим свободным концом, при этом гладкий валок установлен на одноплечем рычаге. 2.Устройство по пп. 1и 2, отличающееся тем, что привод поступательного перемещения копира выполнен в виде гидроцилиндра с регулируемым да лением.
Фиг. 1
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки зубчатых колес | 1976 |
|
SU689771A1 |
| Устройство для прокатки зубчатых колес | 1980 |
|
SU942854A1 |
| Способ прокатки зубчатых колес и стан для его осуществления | 1977 |
|
SU732062A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ СТУПЕНЧАТЫХИЗДЕЛИЙ | 1972 |
|
SU446344A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| ПРИВОД ВАЛКА ПРОКАТНОЙ КЛЕТИ С ПЕРЕКОШЕННЫМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ ВАЛКАМИ, УСТАНОВЛЕННЫМИ В КЛЕТИ С ВОЗМОЖНОСТЬЮ ОСЕВОГО ПЕРЕМЕЩЕНИЯ | 1995 |
|
RU2084299C1 |
| Вальцы для помола керамического сырья | 1983 |
|
SU1135487A1 |
| Деревообрабатывающий токарно-шлифовальный станок | 1990 |
|
SU1787768A1 |
| Полуавтомат для холодной прокатки заготовок в торец | 1979 |
|
SU884809A1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ | 1973 |
|
SU404535A1 |