Изобретение относится к клепально-сборочным работам.
Известен способ двусторонней клепки заклепок с закладной головкой, заключающийся в том, что стержень заклепки, установленный в отверстии пакета, деформируют с образованием замыкающей головки.
Однако известный способ не обеспечивает требуемого качества клепки.
С целью повышения качества клепки за счет полного заполнения отверстия пакета телом стержня заклепки по предлагаемому способу перед деформированием замыкающей головки закладную головку заклепки устанавливают с зазором относительно плоскости пакета, а деформирование производят путем предварительной осадки замыкающей головки с усилием 0,3-0,6 полного усилия клепки с одновременным воздействием на закладную головку усилия подпора и окончательной осадки путем одновременного воздействия на обе головки полного усилия клепки.
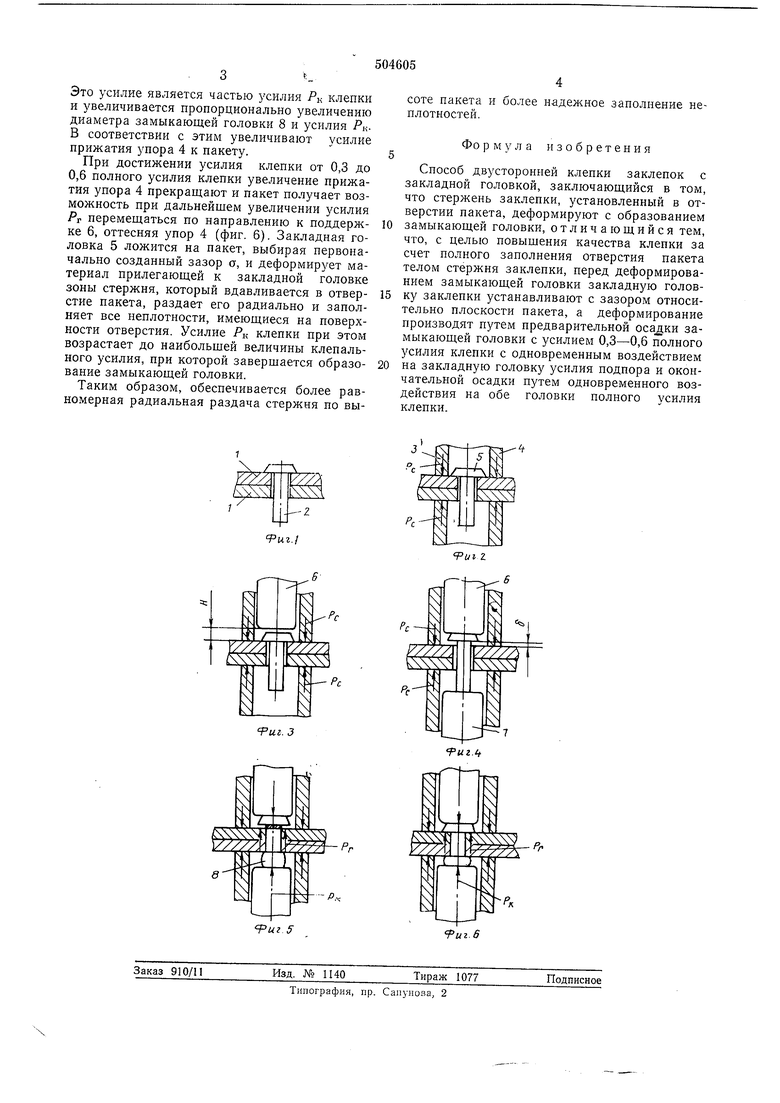
На фиг. 1 показана установка закленки в отверстие пакета; на фиг. 2 - сжатие пакета перед клепкой; на фиг. 3 - подвод поддержки; на фиг. 4 - подвод обжимки и образование зазора между закладной головкой и пакетом; на фиг. 5 - предварительное деформирование замыкающей головки; на фиг. 6 - осаживание стержня со стороны закладной головки и окончательное формирование замыкающей головки.
В отверстие пакета 1 вставляют заклепку 2 (фиг. 1). Упорами 3 и 4 сжимают пакет 1
(фиг. 2). Заклепка при этом усилий сжатия PC не воспринимает. К пакету со стороны закладной головки 5 подводят поддержку 6 на расстояние Н, превыгиающее высоту закладной головки на величину зазора а, равную 0,2-
0,5 мм, и определяемое в зависимости от диаметра заклепки и условий заполнения объема отверстия (фиг. 3), с противоположной стороны к стержню подводят обжимку 7, которая выталкивает и устанавливает заклепку
до упора в рабочую поверхность поддержки 6, образуя зазор а между закладной головкой и пакетом (фиг. 4).
Через 7 прикладывают усилие Л( для предварительного деформирования конца
стержня в замыкающую головку 8 (фиг. 5). Это усилие возрастает от нуля в начале клепки до максимальной величины в конце клепки и иередается через закладную головку на иротивостоящую поддержку 6. При этом стержень заклепки окончательно деформируется, заполняет отверстие и образует замыкающую головку 8.
При своем образовании замыкающая головка давит на пакет и упор 4 с усилием РГ, направленным параллельно стержню заклепки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ клепки | 1979 |
|
SU829308A1 |
| Способ клепки | 1987 |
|
SU1447514A1 |
| СПОСОБ КЛЁПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2002 |
|
RU2243057C2 |
| СПОСОБ КЛЕПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2003 |
|
RU2251467C2 |
| Способ образования заклепочного соединения | 1985 |
|
SU1338955A1 |
| Способ клепки | 1989 |
|
SU1754312A1 |
| Способ клёпки | 2018 |
|
RU2705840C1 |
| Устройство для прессовой клепки | 1973 |
|
SU519267A1 |
| Способ клепки | 1990 |
|
SU1766571A1 |
| Заклепка | 1988 |
|
SU1620707A1 |
