1
Изобретение относится к области автоматической миогодуговой сварки и может быть использовано при изготовлении электросварных труб большого диаметра и сварных конструкций, где применяется сварка под флюсом двумя, тремя и более электродами.
Известен способ двухдуговой сварки, преимущественно труб большого диаметра, при котором заварку кратера осуществляют путем снижения скорости сварки и отключением одной из дуг.
Известный способ обладает тем недостатком, что с увеличением толщины стенки изделия, силы тока при сварке и угла наклона изделия при сварке сверху вниз (сварка на спуск), возрастает величина незаплавленной вершины кратера. Незаплавленную вершину кратера, которая достигает 100-150 мм, приходится заваривать вручную.
Цель изобретения - обеспечение равномерного заплавления кратера, включая его вершину.
Поставленная цель достигается тем, что после остановки изделия ему сообщают ускоренное движение в сторону, противоположную направлению сварки.
Первую дугу при этом отключают в последнюю очередь.
Отключение дуг производят после начала снижения скорости сварки.
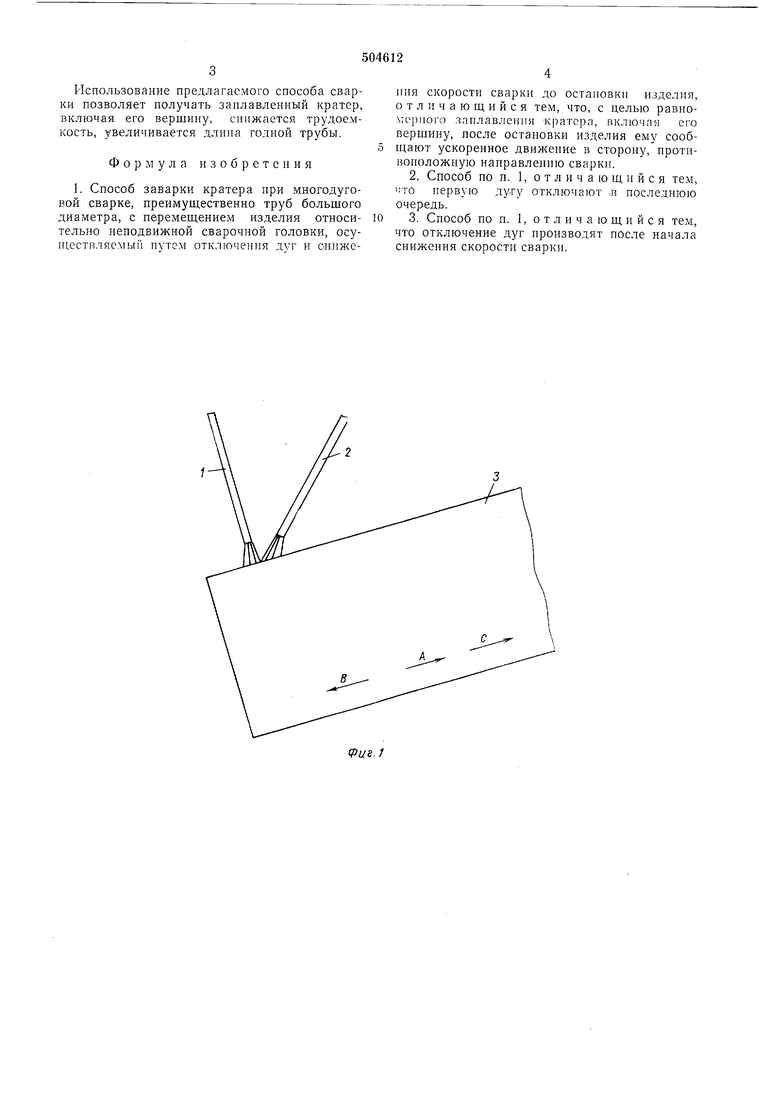
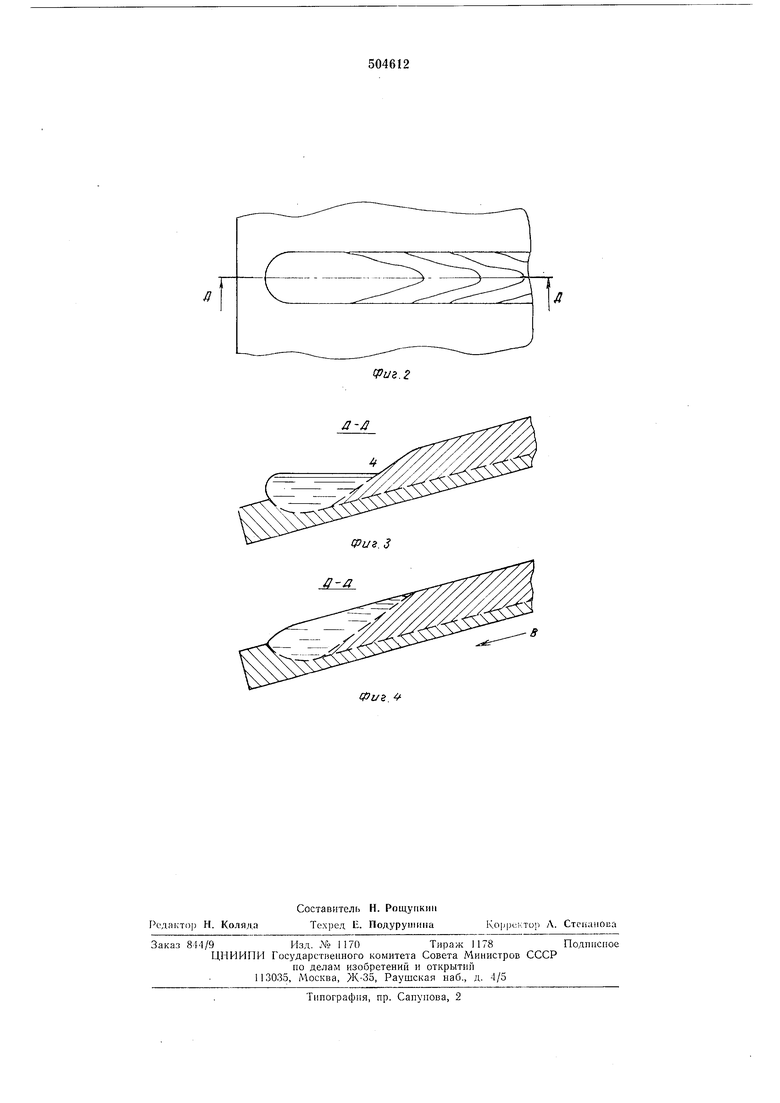
На фиг. 1 изображена схема двухдуговой сварки с перемещением изделия во время .сварки от1носительно неподвижной сварочной головКИ; «а фиг. 2 .изображен коицевои участок шва, вид сверху; на фиг. 3 изображено сечение по Д-Д фиг. 2 в IMOMCHT прекращения сварки с плавной остановкой изделия; на фиг. 4 изображено сечение по Д - Д фиг. 2 во время ускоренного движения изделия в сторону, противоположную направлению сварки.
Первый электрод 1 и второй электрод 2 подаются на свариваемые кромки изделия 3, которое перемещается в процессе сварки относительно электродов по направлению стрелки А.
При заварке кратера последовательно прекращается подача второго и первого электрода, а скорость изделия снижается до нуля и начинается передвижение изделия ио направлению стрелки В. Как при торможении, так и при ускоренном движении по стрелке В на расплавленный металл действуют силы инерции по направлению стрелки С. Жидкий металл заполняет вершину кратера 4 и кристаллизуется.
Лучшее заполнение вершины кратера получается при отключении первого по ходу электрода в последнюю очередь.
Использование предлагаемого способа сварки позволяет получать заплавленный кратер, включая его вершину, снижается трудоемкость, увеличивается длина годной трубы.
Формула изобретения
1. Способ заварки кратера при многодугоЕой сварке, преимущественно труб большого диаметра, с перемеш;ением изделия относительно неподвижной сварочной головки, осуН1;естпляемып путем отключения дуг и снижения скорости сварки до остановки изделия, отличающийся тем, что, с целью равно ;epиoIo занлавления кратера, включая его верщину, после остановки изделия ему сообщают ускоренное движение в стороиу, нротивоиоложную нанравлению сварки.
2.Способ но п. 1,
отличающийся тем, что первую дугу отключают ,п последнюю очередь.
3.Способ по п. 1,
отличающийся тем, что отключение дуг ироизводят после начала
сиижеиия скорости сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
| Способ заварки кратера | 1978 |
|
SU808225A1 |
| ПАТЕНТНО- •! л^^ | 1970 |
|
SU271684A1 |
| Способ сварки рабочих швов прямошовных труб большого диаметра | 1978 |
|
SU743745A1 |
| Способ заварки кратера | 1985 |
|
SU1292958A1 |
| Способ дуговой точечной сварки плавящимся электродом | 1976 |
|
SU740432A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ СТАЛИ ПОД ФЛЮСОМ | 1991 |
|
RU2023556C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ заварки кратера | 1984 |
|
SU1234095A1 |
Л-Л
Фиъ.
