Изобретение относится к сварке, в частности к способам заварки кратера при электродуговой сварке плавящимся электродом и может быть использовано при дуговой сварке изделий конечной длины.
Цель изобретения - повышение производительности процесса.
На чертеже показан график изменения сварочного тока, скоростей сварки и пода- чи, где 1св - сварочный ток. Уев - скорость сварки, УПОД - скорость подачи.
Способ осуществляют следующим образом.
Сначала сваривают основную часть щва. На расстоянии от конца сварного соединения, равном 2-3 длинам сварочной ванны (точка А на чертеже) сварочный ток выключают и прекращают подачу проволоки, горелку на ускоренной марщевой скорости перемещают в конец сварного соединения (точка Б на чертеже). Ускоренное перемещение сварочной головки может производиться со скоростью в 5-10 раз больщей скорости сварки. Включают сварочный ток, осуществляют подачу проволоки и начина- ют сварку непроваренного отрезка соединения в направлении, противоположном основному направлению сварки. Поскольку сварку в данном случае ведут по относительно холодному металлу процесс идет без остановок и пауз. Сварку в обратном направ- лении ведут на длину непроваренного участка плюс перекрытие щва на величину длины сварочной ванны (точка С на чертеже). Общая длина участка, свариваемого в обратном направлении, составляет 2-3 длины сварочной ванны. Экспериментально уста- новлено, что при меньшей длине возможно чрезмерное сильное нагревание заключительного участка стыка и ослабление сечения шва на участках перекрытия. Большая длина нецелесообразна из-за непроизводиЛл; j под
тельной потери времени на холостой проход головки.
Способ заварки, например кратеров ведущих мостов автомобилей ЗИЛ-131 осуществляют следующим образом.
Половинки кратеров, штампованных из стали 17ГС толщиной 10 мм, сваривают продольным швом автоматической дуговой сваркой. Стыковой шов длиной 350 мм сваривают на токе 450 А при скорости 30 м/ч. На расстоянии 80 мм от конца стыка, что соответствует 2 длинам сварочной ванны, ток выключают и подачу проволоки прекращают. Сварочную головку с маршевой скоростью, равной 180 м/ч, перемещают до конца стыка. Там головку останавливают и одновременно включают подачу проволоки, сварочный ток (450 А). Движение сварочной головки происходит в обратном направлении со скоростью сварки, равной 30 м/ч. Проверив стык на длину 120 мм, головку останавливают, прекращают подачу проволоки и выключают сварочный ток.
Применениепредлагаемогоспособа позволяет повысить производительность процесса сварки при обеспечении требуемого качества заварки кратера.
Формула изобретения
Способ заварки кратера при электродуговой сварке изделий конечной длины, при котором отключают сварочную дугу, а заварку кратера осуществляют при повторном возбуждении дуги, отличающийся тем, что, с целью повышения производительности процесса, отключение дуги произво.аят в момент расположения электрода на расстоянии, равном 2-3 длинам сварочной ванны от конца Стыка, после чего электрод перемещают к концу стыка с марщевой скоростью, а сварку концевого участка осуществляют в обратном направлении.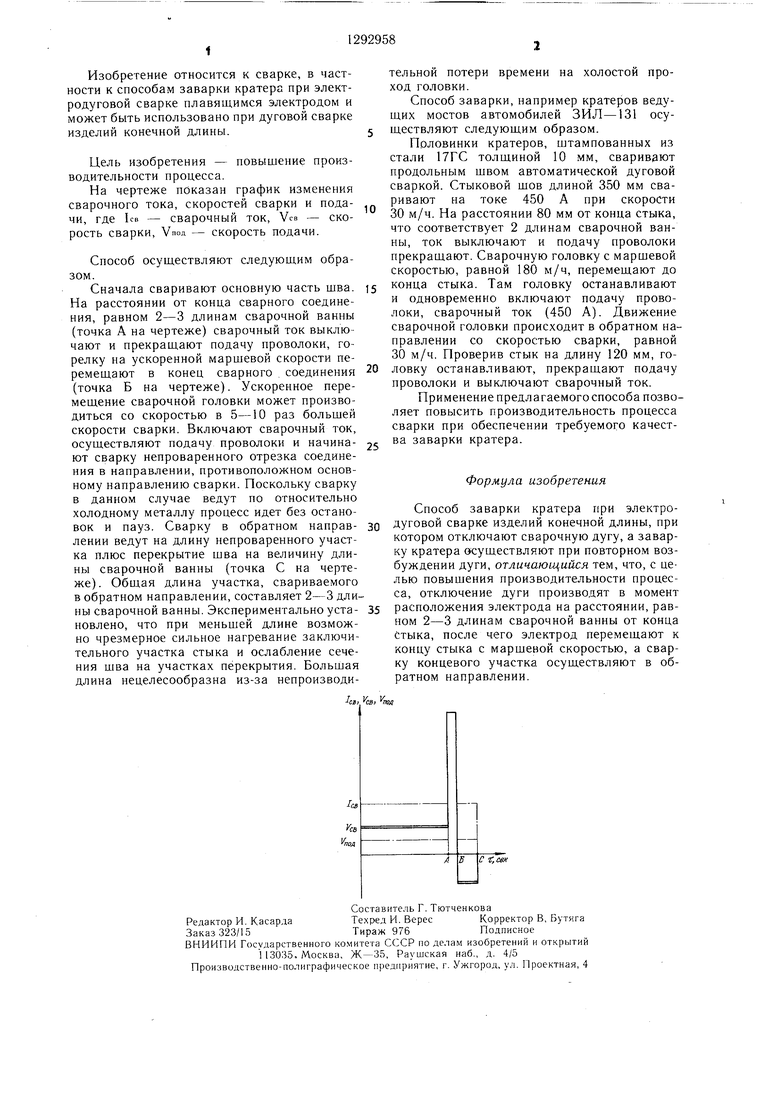
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| СПОСОБ ЗАВАРКИ КРАТЕРА ШВА (ВАРИАНТЫ) | 2003 |
|
RU2252115C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
| Способ дуговой сварки плавлением | 1981 |
|
SU946845A1 |
| СПОСОБ ДУГОВОЙ ТОЧЕЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1988 |
|
RU2102205C1 |
| Способ импульсно-дуговой сварки неплавящимся электродом с шаговым перемещением | 1980 |
|
SU889334A1 |
| Способ сварки замкнутых швов плавящимся электродом | 1985 |
|
SU1299729A1 |
| Способ окончания процесса автоматической сварки плавящимся электродом | 1987 |
|
SU1542737A1 |
Изобретение относится к электродуговой сварке плавящимся электродом и может быть использьовано при сварке изделй конечной длины. Целью изобретения является повышение производительности процесса сварки. Процесс сварки выполняют следующим образом. Сначала сваривают основную часть шва. На расстоянии от конца сварного соединения, равном 2-3 длинам сварочной ванны, выключают сварочный ток, прекращают подачу проволоки и на марще- вой скорости перемещают горелку в конец сварного соединения. Ускоренное перемещение производится со скоростью в 5-10 раз большей скорости сварки. Повторно возбуждают сварочную дугу и выполняют сварку непроваренного отрезка соединения в обратном направлении. Сварку в обратном направлении ведут на длину непроваренного участка плюс перекрытие щва на величину, равную длине сварочной ванны. 1 ил. (О ю со ю со ел 00
| Способ заварки кратера при электродуговой сварке | 1973 |
|
SU485839A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОРОДА ИЗ ВОДЯНОГО ПАРА | 1935 |
|
SU46250A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
