1
Изобретение относится к механосборочным работам, в частности к автоматическим сборочным линиям для тепловой сборки деталей типа вал-втулка, преимущественно сердечников роторов электродвигателей с валами.
Известна автоматическая линия тепловой сборки роторов электродвигателей, содержащая расположенные по технологическому процессу и связанные между собой транспортирующими средствами загрузочные устройства для вала и сердечника электродвигателя, нагревательное устройство для сердечников, ориентирующее устройство, сборочное устройство для соединения сердечника ротора с валом и устройство для охлаждения собранного узла.
Цель изобретения - повышение качества сборки, уменьщение габаритов и повыщение производительности.
Это достигается тем, что сборочное устройство совмещено с ориентирующим устройством и расположено под нагревательным устройством, а устройство для охлаждения собранного узла выполнено в виде емкости, над которой смонтирована вращающаяся крестовина с подвесками для охлаждаемого узла.
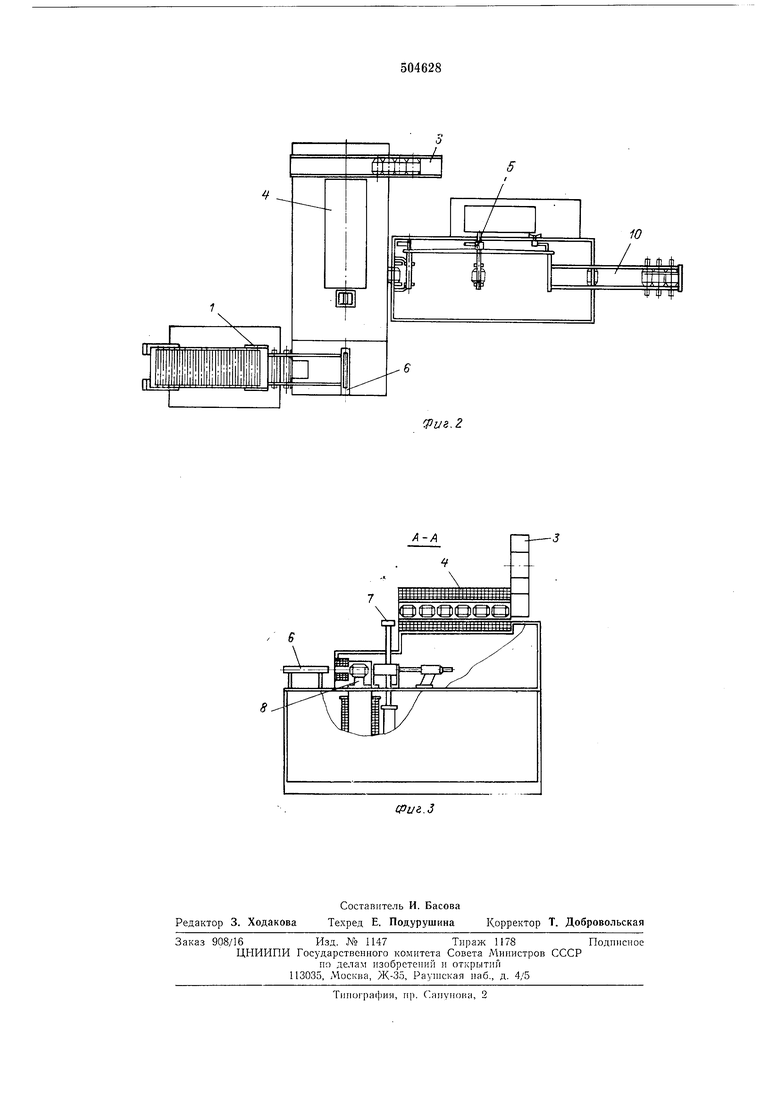
На фиг. 1 представлена предложенная линия, общий вид; на фиг. 2 - вид в плане; на фиг. 3 - разрез по А-А на фиг. 1.
Линия содержит расположенные по технологическому процессу и связанные между собой
транспортирующими средствами загрузочное устройство в виде бункера 1 для валов с шаговым пилозубым питателем для загрузки сборочного устройства 2 и магазина 3 сердечников роторов для загрузки нагревательного устройства 4 индукционного и тоннельного типа периодического действия, производящего нагрев одновременно шести роторов, при этом индуктор работает на токах промышленной частоты (ТПЧ) от сети.
Сборочное устройство электромагнитное и расположено под нагревательным устройством. В сборочном устройстве ориентация вала и его сборка с сердечником ротора совмещены и осуществляются магнитными силами. Рядом со сборочным устройством расположено устройство 5 для охлаждения в виде емкости для опускания в нее собранного узла, над которой смонтирована вращающаяся крестовина с подвесками, на которые в соответствии с темпом выпуска выдается со сборочного устройства собранный узел ротора. Охлаждение производится в замкнутой системе циркуляции охлаждающей жидкости.
Работа автоматической линии происходит следующим образом.
Бункер для валов и магазин для сердечников роторов заполняются деталями. Оператор на пульте управления устанавливает переключатель режимов работы на положение «автомат и нажимает кнопку «пуск. Включаются все устройства и механизмы линии. На приемный лоток 6 сборочного устройства из бункера 1 выдается вал, а из магазина 3 загрузочного устройства через систему досылки в индукционно-нагревательное устройство 4 подается сердечник ротора. По истечении времени нагрева сердечник ротора с помощью пневмоцилиндра 7 выдается на призму 8 сборочного устройства, а следующий сердечник загружается в нагревательное устройство.
По наличию деталей на базирующих приспособлениях сборочного устройства подается команда на ориентацию и сборку. Вал магнитными силами ориентируется относительно отверстия сердечника, одновременно магнитное поле затягивает его в отверстие сердечника. Сборочное устройство обеспечивает надежный процесс соединения деталей.
После выдержки времени, необходимого для скрепления деталей, собранный узел выдается на подвески крестовины охлаждающего устройства 5. Подвески вследствие вращения крестовины опускаются в емкость 9 с антикоррозионным водным раствором и опускают находящийся на них горячий собранный узел. С помощью крестовины производится также и выдача в накопитель 10 охлажденного узла.
Цикл окончен.
Предлагаемая автоматическая линия сборки, например, для электродвигателей серии
4А71, основанная на индукционно-тепловом методе сборки, позволяет производить автоматическую сборку соединений, обеспечивая высокую производительность на малых производственных площадях.
Формула изобретения
1.Автоматическая линия тепловой сборки роторов электродвигателей, содержащая расположенные по технологическому процессу и связанные между собой транспортирующими средствами загрузочные устройства для вала и сердечника электродвигателя, нагревательное устройство для сердечников, ориентирующее устройство, сборочное устройство для соединения сердечника ротора с валом и устройство для охлаждения собранного узла, отличающаяся тем, что, с целью повыщения качества сборки, уменьшения габаритов и повышения производительности, сборочное устройство совмещено с ориентирующим устройством и расположено под нагревательным устройством.
2.Автоматическая линия по п. 1, отличающаяся тем, что устройство для охлаждения собранного узла выполнено в виде емкости, над которой смонтирована вращающаяся крестовина с подвесками для охлаждаемого узла.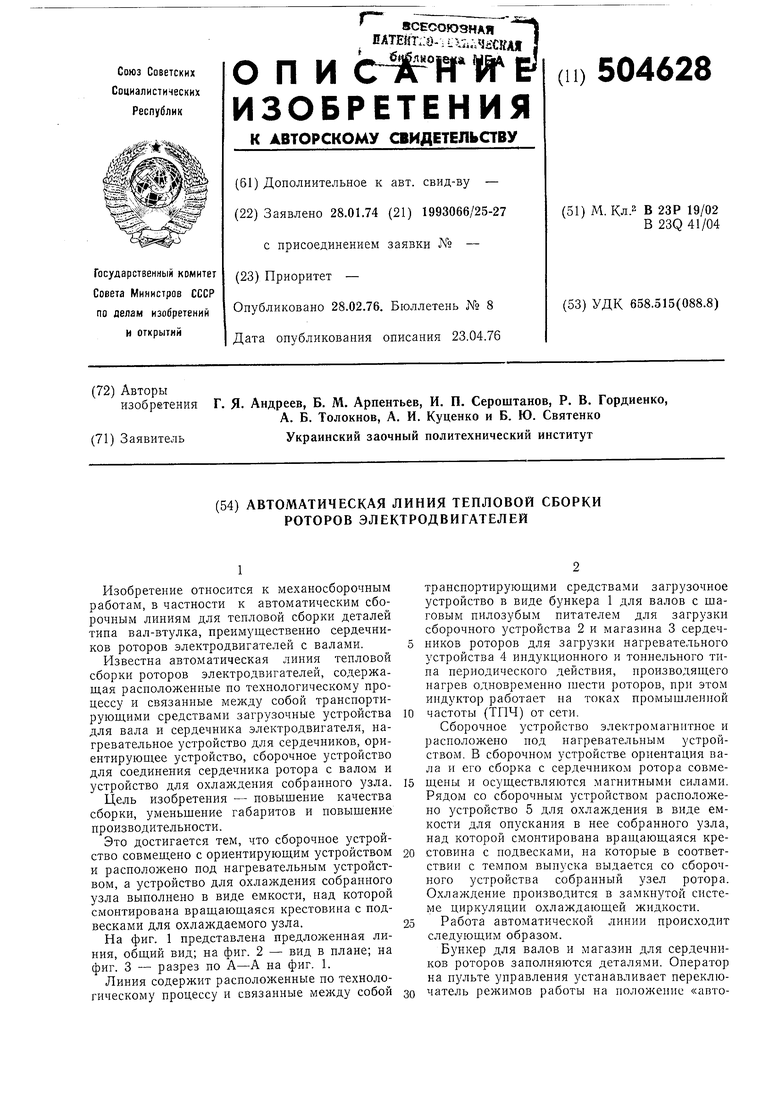

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия термической сборки роторов электродвигателей | 1981 |
|
SU998080A2 |
| Автомат для индукционно-тепловой сборки неподвижных соединений | 1979 |
|
SU876352A1 |
| Способ тепловой сборки роторов электродвигателей | 1983 |
|
SU1222478A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Стенд для сборки с гарантированным натягом крупногабаритных узлов | 1984 |
|
SU1199565A1 |
| ЛИНИЯ МОНТАЖА БУКСОВЫХ УЗЛОВ НА КОЛЕСНЫЕ ПАРЫ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1991 |
|
RU2078704C1 |
| Устройство для сборки преимущественно узлов уплотнения электролитических конденсаторов | 1989 |
|
SU1700621A1 |
| Сборочная машина | 1978 |
|
SU818802A1 |
| Автомат для тепловой сборки | 1976 |
|
SU560729A1 |
| Роторный автомат сборки крепежа | 1988 |
|
SU1569162A1 |
Фиг. 1
А-А
