Устройство работает следующим образом.
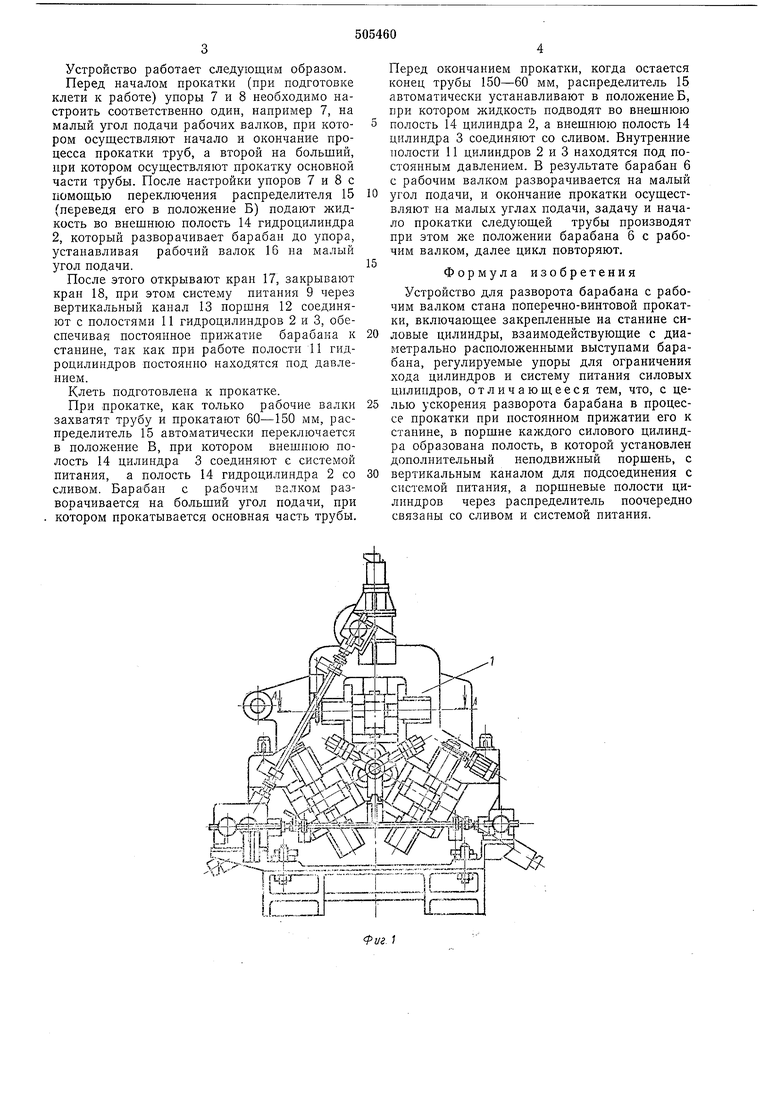
Перед началом прокатки (при подготовке клети к работе) упоры 7 и 8 необходимо настроить соответственно один, например 7, на малый угол подачи рабочих валков, при котором осуществляют начало и окончание процесса прокатки труб, а второй на больщий, при котором осуществляют прокатку основной части трубы. После настройки упоров 7 и 8 с помощью переключения распределителя 15 (переведя его в положение Б) подают жидкость во внещнюю полость 14 гидроцилиндра 2, который разворачивает барабан до упора, устанавливая рабочий валок 16 на малый угол подачи.
После этого открывают кран 17, закрывают кран 18, при этом систему питания 9 через вертикальный канал 13 поршня 12 соединяют с полостями 11 гидроцилиндров 2 и 3, обеспечивая постоянное прижатие барабана к станине, так как при работе полости 11 гидроцилиндров постоянно находятся под давлением.
Клеть подготовлена к прокатке.
При прокатке, как только рабочие валки захватят трубу и прокатают 60-150 мм, распределитель 15 автоматически переключается в положение В, при котором внешнюю полость 14 цилиндра 3 соединяют с системой питания, а полость 14 гидроцилиндра 2 со сливом. Барабан с рабочим валком разворачивается на больщий угол подачи, при котором прокатывается основная часть трубы.
ill.
Перед окончанием прокатки, когда остается конец трубы 150-60 мм, распределитель 15 автоматически устанавливают в положение Б, при котором жидкость подводят во внещнюю полость 14 цилиндра 2, а внещнюю полость 14 цилиндра 3 соединяют со сливом. Внутренние полости 11 цилиндров 2 и 3 находятся под постоянным давлением. В результате барабан 6 с рабочим валком разворачивается на малый угол подачи, и окончание прокатки осуществляют на малых углах подачи, задачу и начало прокатки следующей трубы производят при этом же положении барабана 6 с рабочим валком, далее цикл повторяют.
Формула изобретения
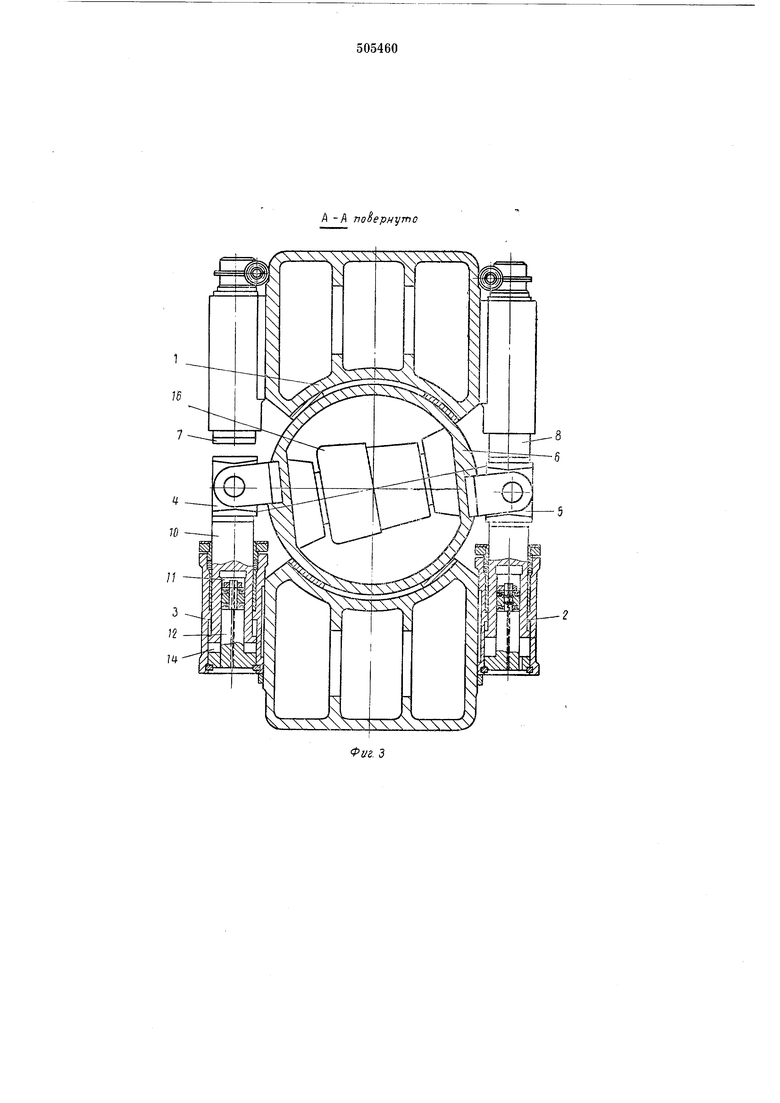
Устройство для разворота барабана с рабочим валком стана поперечно-винтовой прокатки, включающее закрепленные на станине силовые цилиндры, взаимодействующие с диаметрально расположенными выступами барабана, регулируемые упоры для ограничения хода цилиндров и систему питания силовых цилиндров, отличающееся тем, что, с целью ускорения разворота барабана в процессе прокатки при постоянном прижатии его к станине, в порщне каждого силового цилиндра образована полость, в которой установлен дополнительный неподвижный порщень, с вертикальным каналом для подсоединения с системой питания, а порщневые полости цилиндров через распределитель поочередно связаны со сливом и системой питания.
поЬернцтпо
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм разворота барабана с валком косовалкового стана | 1980 |
|
SU863022A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| Рабочая клеть косовалкового стана | 1975 |
|
SU519234A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| Косовалковая правильная машина | 1986 |
|
SU1428485A1 |
| Стан поперечно-винтовой прокатки профильных изделий | 1987 |
|
SU1586836A2 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1315046A1 |
| Рабочая клеть стана для прокатки шаров | 1975 |
|
SU555955A1 |
| УСТРОЙСТВО ДЛЯ ПОВОРОТА БАРАБАНА С ВАЛКОМ ТРУБОПРОКАТНОГО СТАНА | 1970 |
|
SU266701A1 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1357093A2 |


е-Н К)tCl-eivJ-l
k:tD
a.
f -/ повернуто
@
Р
ляторнв
