(54) СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПАЛЬЦЕВ ГУСЕНИЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей типа пальцев звеньев гусениц | 1975 |
|
SU538807A1 |
| Способ изготовления деталей типапАльцЕВ гуСЕНиц | 1978 |
|
SU831283A1 |
| Автомат для горячей высадки болтов | 1985 |
|
SU1311830A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАНГИ ДЛЯ ПЕРФОРАТОРНОГО БУРЕНИЯ ШПУРОВ | 1999 |
|
RU2170769C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНОЙ ШТАНГИ | 1992 |
|
RU2048538C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| Способ изготовления насосно-компрессорной трубы | 2016 |
|
RU2617808C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБЫ | 2012 |
|
RU2500821C1 |
| Автоматическая линия для изготовления штучных изделий из пруткового материала | 1990 |
|
SU1719132A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ ДЛЯ ГЛУБИННЫХ НАСОСОВ | 2006 |
|
RU2329129C2 |
1
Изобретение относится к обработке металлов давлением и 1может быть использовано для изготовления пальцев гусениц, например, для сельскохозяйственных тракторов.
Известен способ изготовления деталей типа пальцев гусениц, заключающийся в нагреве до ковочной температуры концов закаленных заготовок, их пластическом деформировании с образованием на концах зон пониженной твердости и в охлаждении.
Однако по известному способу при охлаждении происходит увеличение зоны пониженной твердости.
Предлагаемый способ устраняет указанный недостаток за счет того, что охлаждение осуш,ествляют по участкам: сначала охлаждают, например, сжатым воздухом участок заготовки, отстоящий от ее конца на величину зон пониженной твердости, а затем - зону пониженной твердости, например, водой.
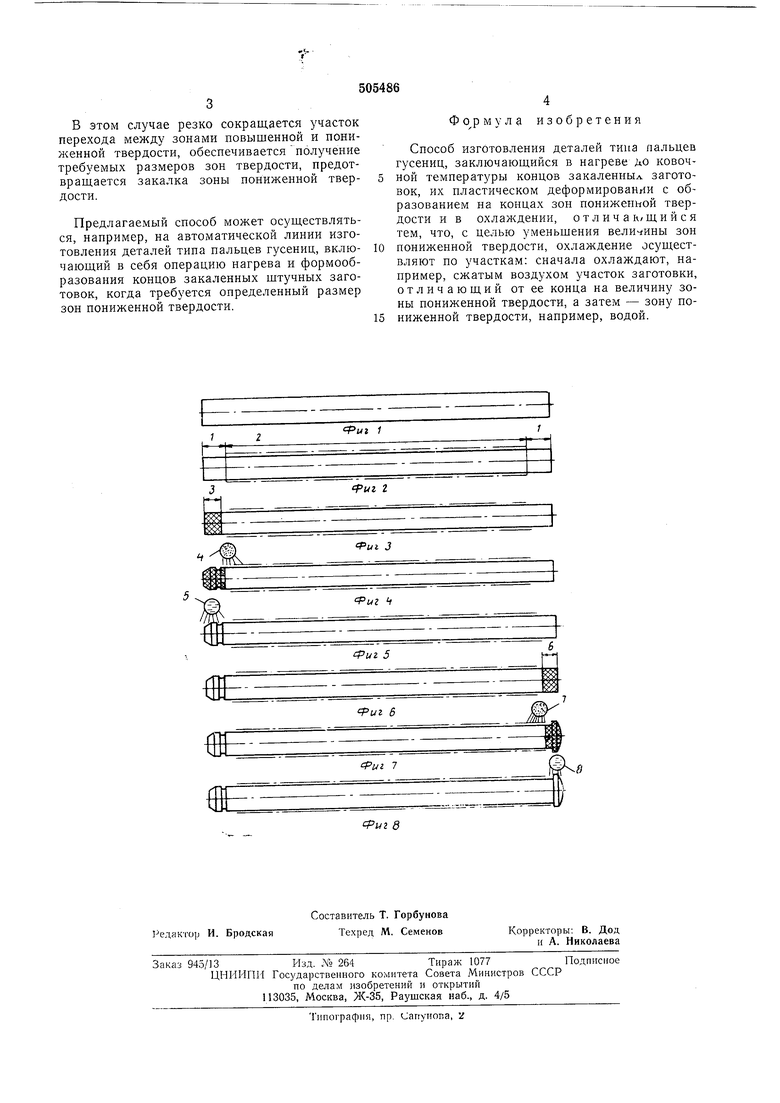
Па фиг. 1 показана штучная заготовка пальца; на фиг. 2 - закаленная заготовка с зонами 1 пониженной твердости на концах и зоной 2 повыщенной твердости; на фиг. 3 - то же, с зоной 3 нагрева конца под накатку; на фиг. 4 - то же, с накатным концом и устройством 4 для охлаждения части зоны 2 повышенной твердости, примыкающей к нагретому накатному концу; на фиг. 5 - то же, с накатным концом и устройством 5 для охлаждения этого конца; на фиг. 6 - то же, с накатанными фаской и канавкой и с зоной 6 нагрева второго конца под высадку головки; на фиг. 7 - то же, с накатанным и насаженным концами и устройством 7 для охлаждения зоны 2 повышенной твердости, примыкающей к нагретому высаженному концу; на фиг. 8 - готовый закаленный палец и устройство 8 для охлаждения высаженного конца пальца.
Для осуществления предлагаемого способа от исходных калиброванных прутков отрезают штучные заготовки, которые подвергают закалке. Один конец заготовки нагревают/ до ковочной температуры и производят закатку фасок и канавки. Накатанный конец заготовки принудительно охлаждают в следующей последовательности: сначала охлаждают
часть заготовки, отстоящую от торца на величину зоны пониженной твердости, сжатым воздухом, а затем зону пониженной твердости - водой.
Второй конец заготовки также нагревают
до ковочной температуры, производят высадку головки и высаженный конец охлаждают в той же последовательности, т. е. часть заготовки, отстоянную от торца на величину зоны пониженной твердости, сжатым воздухом, а
затем зону пониженной твердости - водой.
В этом случае резко сокращается участок перехода между зонами повышенной и пониженной твердости, обеспечивается получение требуемых размеров зон твердости, предотвращается закалка зоны пониженной твердости.
Предлагаемый способ может осуществляться, например, на автоматической линии изготовления деталей типа пальцев гусениц, включающий в себя операцию нагрева и формообразования концов закаленных штучных заготовок, когда требуется определенный размер зон пониженной твердости.
1г
Фо рмула изобретения
Способ изготовления деталей тина пальцев гусениц, заключающийся в нагреве до ковочной температуры концов закаленньи заготовок, их пластическом деформировании с образованием на концах зон пониженной твердости и в охлаждении, отличай/щийся тем, что, с целью уменьшения зон пониженной твердости, охлаждение осуществляют по участкам: сначала охлаждают, например, сжатым воздухом участок заготовки, отличающий от ее конца на величину зоны пониженной твердости, а затем - зону пониженной твердости, например, водой.
fut 1
fui г
fui 3
